
Casting is only the first step in stainless steel part manufacturing. Subsequent processing and treatment directly determine the casting’s performance stability, service life, and reliability. It is crucial to achieving design functionality and quality requirements.
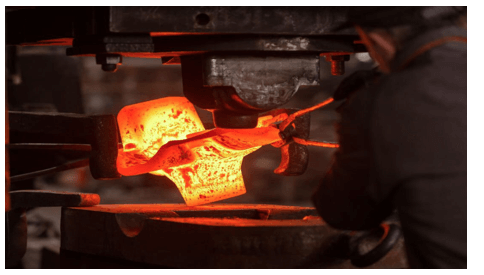
Heat Treatment Process
Heat treatment is a core process that adjusts the microstructure of stainless steel and improves its overall performance. Castings of different materials and applications require distinct heat treatment processes:
Solution treatment (for austenitic stainless steel such as 304, 316L)
Process Details:
- Heating Temperature: 1040-1150°C (adjusted based on carbon content)
- Cooling Method: Water quenching or rapid air cooling
- Critical Control Point: Rapid passage within the 900-1400°F (480-760°C) temperature range to prevent carbide precipitation.
Benefit:
Dissolves carbides. Restores corrosion resistance. Improves material toughness. Prevents the risk of intergranular corrosion. Extends component life in corrosive environments.
Aging Treatment (for precipitation-hardening stainless steels such as 17-4PH)
Process Details:
- Aging Treatment: 480-620°C for 1-4 hours, air-cooled.
- Hardness Control: Adjust the aging temperature to precisely control the final hardness.
Benefit:
Precipitation-hardening phases are generated. Significantly improve strength and hardness. Customers can achieve strength more than twice that of conventional stainless steel. This reduces equipment weight.
Stress Relief Annealing
Process Key Points:
- Temperature Selection: Below the phase transition temperature (usually 550-650°C)
- Heating Rate: Maximum 100°C/hour. Prevents thermal stress.
- Cooling Rate: Maximum 50°C/hour. Furnace cooling to 300°C, then air cooling.
Benefit:
Relieves internal stresses generated during casting and machining. Prevents later deformation and stress corrosion cracking of parts.
| Material Type | Heat Treatment Process | Temperature Range (°C) | Cooling Method | Achieved Properties |
| 304/316L | Solution Treatment | 1040 – 1150 | Water Quenching | Optimal Corrosion Resistance |
| 17 – 4PH | Solution + Aging | 1050 + 480 – 620 | Air Cooling | High Strength HRC40 – 48 |
| 2205 Duplex Steel | Solution Treatment | 1020 – 1100 | Water Quenching | Two – phase Balance, Stress Corrosion Resistance |
| 410 Martensite | Quenching + Tempering | 980 – 1050 + 650 – 750 | Oil Cooling + Air Cooling | Good Combination of Strength and Toughness |
Machining Technology
Machining is a critical step in transforming cast blanks into precision parts. Due to the toughness and tendency of stainless steel to work-harden, careful attention must be paid to the precise control of machining methods and parameters.
The following areas typically require specific machining:
Functional connection areas: such as threaded holes and bolt connection surfaces.
These areas directly impact the sealing performance and assembly accuracy of the equipment. They must be smooth, smooth, and dimensionally accurate.
Moving mating areas: such as shaft holes and bearing seats.
These surfaces require extremely high dimensional accuracy and finish to ensure smooth movement and longevity.
Special functional areas: such as the inner walls of flow channels and nozzles.
They must be unobstructed and free of residual burrs to prevent disrupting the flow of the medium or generating eddy currents.
Several typical issues often arise when machining stainless steel:
- Material sticking: Stainless steel’s high toughness makes it easy to produce long chips during cutting. These chips can easily wrap around the tool or workpiece, affecting machining quality.
- Significant hardening: If improper cutting parameters are used, the workpiece surface can become abnormally hard due to plastic deformation, complicating subsequent machining and even resulting in part rejection.
- Difficulty controlling thermal deformation: Stainless steel has poor thermal conductivity. Cutting heat tends to concentrate in the machining area, causing localized temperature rise and expansion, impacting machining accuracy.
In response to the above challenges, we have adopted the following measures:
Tool Selection: Select cemented carbide tools with excellent wear resistance. For different machining processes, use specially designed drills, taps, and milling cutters to ensure smooth cutting and efficient chip evacuation.
Cutting Parameters: Adopt the process principle of “lower rotational speed, moderate feed rate, and appropriate cutting depth”. This avoids overheating caused by excessively high rotational speed, as well as intensified friction and extrusion (which leads to work hardening) due to excessively low feed rate.
Cooling and Lubrication: Use high-performance cutting fluid and adopt a cooling method with large flow rate and high pressure. This ensures that heat in the cutting area is removed in a timely manner, while also playing the roles of lubrication and chip flushing.
Process Arrangement: For parts requiring high precision, we typically use a “roughing – semi-finishing – stress relief – finishing” process. By inserting stress relief steps between roughing and finishing, we effectively release machining stress and ensure the long-term stability of the final dimensions.
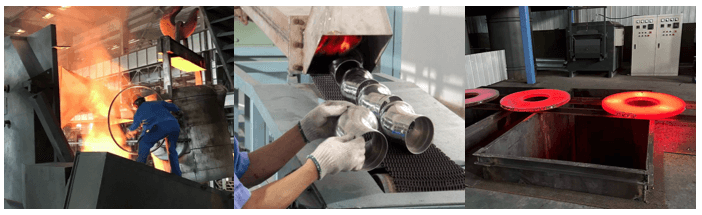
Surface Treatment Process
Passivation Treatment:
- Process Flow: Degreasing → Water Washing → Pickling → Passivation → Water Washing → Drying
- Technical Standards: Complies with ASTM A967 and verified by salt spray testing
- Quality Verification: Passivation film integrity is verified using a copper sulfate test
Other Surface Treatments:
Electrochemical Polishing: Produces a mirror-like finish and reduces product adhesion
Sandblasting: Provides a uniform surface texture and improves coating adhesion
Electroplating: Hard chrome plating improves wear and corrosion resistance

Final Inspection
We have established a comprehensive quality inspection system:
| Inspection Category | Inspection Method | Executive Standard | Equipment Accuracy | Acceptance Criterion |
| Dimensional Inspection | Coordinate Measuring Machine (CMM) | ISO 2768 – m | ±1.8μm | CPK≥1.33 |
| Chemical Composition | Direct Reading Spectrometry | ASTM E415 | ±0.01% | Conform to ASTM Standards |
| Mechanical Properties | Tensile Test | ASTM A370 | ±1% | Conform to Material Specifications |
| Non – Destructive Testing (NDT) | RT/PT/UT | ASME V | 2 – 2T | Grade Ⅱ Acceptance |
| Corrosion Resistance | Salt Spray Test | ASTM B117 | ±1°C | No Red Rust for ≥96h |
For pressure-bearing parts, we conduct a static pressure test at 1.5 times the working pressure. The pressure is maintained for at least 30 minutes to ensure absolute safety and reliability.
At QD Foundry, we offer comprehensive solutions from investment casting to subsequent processing. Through scientifically designed heat treatment processes, sophisticated machining techniques, a comprehensive surface treatment system, and rigorous quality inspections, we ensure that every part performs reliably under demanding operating conditions. Every step is rigorously controlled, providing customers with comprehensive technical solutions and quality assurance.
FAQ
1. How can we prevent stress corrosion cracking in stainless steel castings during use?
The key is to eliminate residual stress through a comprehensive stress relief annealing process while ensuring surface passivation quality. We recommend 100% penetrant testing for pressure-bearing parts used in corrosive environments.
2. When is the best time to machine stainless steel castings?
We recommend machining after heat treatment to avoid deformation caused by the combined stress of machining and heat treatment. For parts requiring extremely high dimensional stability, we perform stress relief after rough machining before finishing.
3. How does QD ensure consistent quality during mass production?
We have established a comprehensive traceability system. Each part has a unique identification code that records all data from melting to shipment.
4. Can you provide a mechanical property test report after heat treatment?
Yes. We perform mechanical property tests on each heat batch, including hardness, tensile strength, yield strength, and elongation. We also provide test reports that comply with ASTM standards.
5. Why is it necessary to strictly control the heating and cooling rates during heat treatment?
Excessively rapid heating can lead to a large temperature difference between the surface and the core, generating thermal stress. Excessively rapid cooling can cause deformation or even cracking.
6. Why is neutralization necessary after passivation?
After passivation, acidic residues may remain on the surface. Neutralization completely removes these residues, preventing corrosion during future use.
7. For castings used in high-temperature environments, which post-processing steps require special attention?
High-temperature stability requires particular attention: selecting an appropriate heat treatment regime to ensure structural stability; performing stress relief annealing after machining; and considering high-temperature oxidation resistance during surface treatment. We can provide specialized solutions based on the operating temperature.