
Shrinkage cavity and porosity are the most hidden yet highly harmful shrinkage defects in investment casting. For customers pursuing high precision and high reliability, these “invisible hazards” are often more worrying than surface defects.
QD is a professional casting expert. It breaks down this industry challenge from perspectives including causes, solutions and prevention/control systems.
How Do Shrinkage Cavity and Porosity Form?
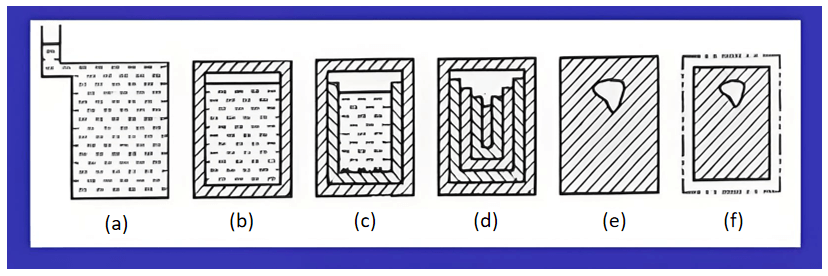
When metal solidifies from a liquid state to a solid state, its volume decreases significantly due to the combined effects of liquid shrinkage and solidification shrinkage. If the molten metal is insufficiently replenished, holes will form.
Based on their shape and distribution, these holes can be divided into two types:
| Type | Characteristics | Causes |
| Shrinkage cavity | Concentrated and relatively large cavities. Mostly appear in hot spots or the last solidified areas. | Insufficient feeding; molten metal fails to effectively fill the shrinkage space. |
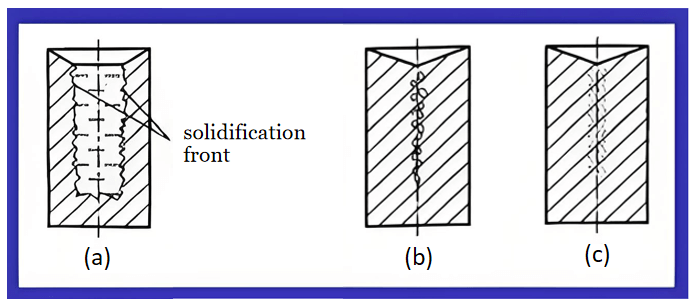
| Shrinkage porosity | Dispersed and tiny pores. Often distributed between dendrites or in thinner sections. | Local solidification is too fast; molten metal flows poorly, leading to failure of micro – area feeding. |
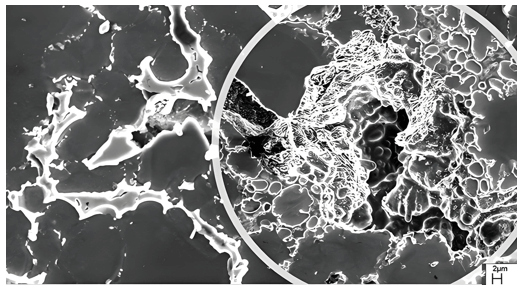
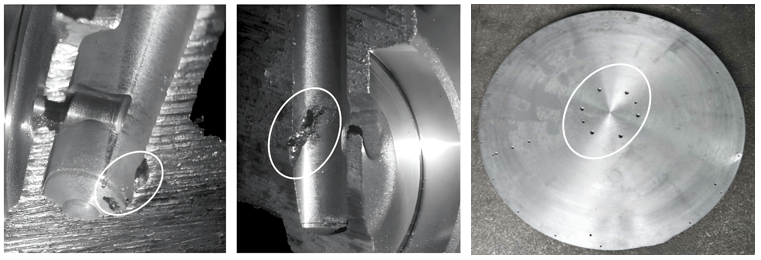
Formation of shrinkage cavity and porosity:
Systematic Solutions
To address shrinkage defects, a systematic approach covering three aspects—design, process, and material—is essential. A single measure can hardly solve the problem at its root.
Design Stage
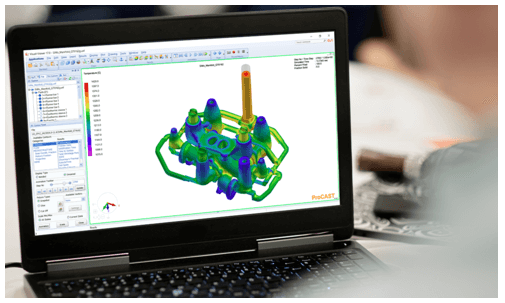
We use casting simulation software such as Magma and ProCAST to simulate the solidification process during the product development phase. The key focus is optimizing the design of the gating system and risers to achieve sequential solidification—meaning the casting solidifies gradually from the far end toward the risers, ensuring unobstructed feeding channels.
Simulation enables the following:
- Simulate temperature fields: Accurately calculate the solidification time of each part and predict potential locations of shrinkage cavities/porosity.
- Optimize gating systems and risers: Adjust the position, size, and quantity of risers.
- Adjust pouring plans to avoid local overheating or cold shuts.
Process Stage

- Temperature control: Excessively high temperature increases the shrinkage of molten metal, while excessively low temperature reduces fluidity and leads to insufficient feeding. The temperature must be precisely adjusted based on the casting material to avoid increased shrinkage or poor fluidity caused by extreme temperatures.
- Riser enhancement: Insulated risers and exothermic risers are used to extend the liquid state duration of molten metal in the risers, thereby improving feeding capacity.
- Pouring process: Techniques such as tilted pouring and multi-layer runners are adopted to optimize the flow pattern of molten metal and reduce eddy currents and gas entrainment.
Material Stage (Adjustment Strategy for Stainless Steel Grades)
Different stainless steel grades have different alloy compositions, leading to variations in shrinkage rates. Targeted adjustment plans are therefore required.
| Stainless Steel Grade | Investment Casting Shrinkage Rate (%) | Core Countermeasures |
| 304 | 1.8 – 2.0 (Relatively low shrinkage rate) | 1. Design the riser volume as 15 – 20% of the casting volume. 2. Control the pouring temperature at 1550 – 1580°C to avoid excessive shrinkage. 3. The temperature difference of shell preheating should be ≤ 50°C to prevent local rapid solidification. |
| 316L | 2.0 – 2.2 (Medium shrinkage rate) | 1. Increase the riser feeding channel (the diameter is 10 – 15% larger than that of the 304 scheme). 2. Use exothermic risers to extend the feeding time. 3. Raise the pouring temperature to 1580 – 1620°C to improve the fluidity of molten metal. |
| 17 – 4PH | 2.0 – 2.3 (Relatively high shrinkage rate) | 1. Adopt “stepped runners” to ensure uniform filling of molten metal. 2. Preheat the shell to 500 – 600°C to slow down the cooling rate. 3. Design the riser volume as 25 – 30% of the casting volume to enhance feeding capacity. |
QD’s Quality Assurance Measures
QD’s core advantage lies in establishing a “full-process closed-loop control”. It deeply integrates simulation software, process experience, and real-time inspection to ensure the internal quality of every casting:
Early Prediction
After the simulation software generates the plan, QD’s core process team conducts a review. Our engineers retrieve production data of similar castings from the past and compare it with the simulation data to optimize details.
For example, for a 17-4PH component of a medical device customer, the simulation showed no defect risk. However, based on experience, the engineers slightly adjusted the shell preheating temperature from 500°C to 550°C, further reducing the possibility of intergranular porosity.
In-Process Control
During the pouring process, QD uses automated monitoring equipment to record the molten metal temperature (accuracy: ±5°C) and shell temperature (accuracy: ±10°C) in real time, and compares these data with the parameters in the simulation plan.
If deviations occur (e.g., the molten metal temperature is lower than the set value), the system will alarm immediately. Process personnel then make on-site adjustments to prevent defects caused by parameter fluctuations.
Post-Processing Inspection
Every batch of castings undergoes 100% internal flaw detection using high-resolution industrial X-ray equipment, with a detection accuracy of 0.1mm.
In the first half of this year, during X-ray inspection of 316L pipe components for a customer, two pieces were found to have tiny shrinkage porosity of 0.15mm. We immediately traced the process parameters and discovered the shell preheating temperature was 50°C lower than required. After adjustment, the pass rate of subsequent batches returned to 100%.
This combined set of measures has kept the internal defect rate of QD’s castings stably below 0.5% for a long time, which is far lower than the industry average of 3-5%.
Summary
Shrinkage cavity and porosity are common challenges in investment casting, but they can be effectively prevented through systematic design optimization, process control, and material management.
With the combined strategy of simulation technology, process experience, and real-time monitoring, QD Casting has significant advantages in casting density.
Whether you need customized stainless steel pipe fittings, valve bodies, or complex structural components, QD eliminates defects from the source and provides reliable, high-quality castings. We welcome your inquiries and discussions—we will provide you with detailed technical solutions and case sharing.
FAQ
1. Can all materials solve shrinkage problems with risers?
No. High-shrinkage materials (such as certain high-alloy steels) require a combination of chill plates, chillers and other processes. We customize solutions based on material characteristics.
2. What do you do if defects are found?
Immediately stop production, analyze the cause, adjust process parameters, and conduct 100% inspection on produced parts to ensure no defective products are delivered.
3. Does QD have experience with high-difficulty castings?
We have long served aerospace, medical, high-end equipment and other fields, with successful cases in multiple high-difficulty projects.
4. Can QD help customers optimize their own designed parts?
Yes. If the part design provided by the customer has weak feeding areas, QD engineers will offer adjustment suggestions using simulation software to reduce defects from the design stage.
5. After optimization with simulation software, can shrinkage cavities and porosity still occur?
Simulation can reduce the defect risk to below 0.1%, but cannot eliminate it 100%. QD will use process experience for fine adjustments and post-production X-ray inspection to identify remaining risks, ensuring final product qualification.
6. Will X-ray inspection damage the castings?
No. The industrial X-ray dose used by QD meets safety standards. It is only for internal defect detection and will not change the material properties or dimensional accuracy of the castings. Castings can be used normally after inspection.