
Do you worry about product quality? QD sees inspection as a core process. It ensures every cast part leaving the factory meets the requirements perfectly. Whether you are a buyer or an end user, you can get reliable products from QD.
Dimensional Accuracy
QD’s high-precision equipment ensures every dimension matches the design drawing.
Tools and Methods
We use two main tools for dimensional examination:
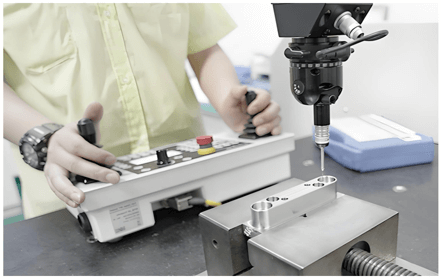
- General measuring tools: They are used for fast, initial dimensional verification. These tools are suitable for batch inspection and effectively identify obvious deviations.
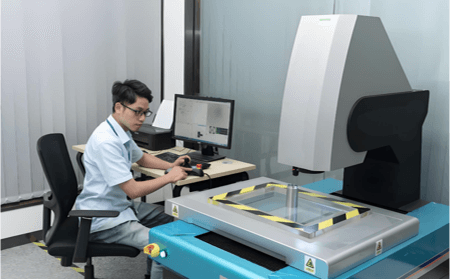
- Coordinate Measuring Machine: For high-precision or complex-shaped castings, we use CMM for 3D scanning. CMM has a precision of micron level, ensuring zero error in key dimensions.
Inspection Process
Drawing Comparison: Before producing each batch of castings, the inspection team carefully reviews the customer’s drawings and marks key dimensions and tolerance requirements.
Sampling Plan: We set the sampling ratio according to international standards. It is usually 5%-10% of the batch products. We inspect all critical components.
Data Recording: We automatically enter all measurement results into the database and generate dimensional reports for easy traceability and analysis.
The table below summarizes the key elements of dimensional examination:
| Inspection Tool | Application Scenario | Accuracy Range | Advantages |
| Calipers/Micrometers | Quick checks, mass-produced parts | ±0.01mm | Cost-effective; suitable for routine dimension verification |
| CMM | High-precision, complex geometries | ±0.001mm | Fully automated; high reliability; reduces human error |
Surface Quality
QD uses systematic surface inspection to prevent common defects like sand sticking, gas holes, and shrinkage cavities.
Inspection Methods
Visual inspection: Inspectors perform an initial visual assessment under good lighting. They look for obvious uneven areas, burrs, or discoloration.
Magnifying glass inspection: For fine defects, we use portable microscopes. We focus on checking areas with stress concentration.
Common Surface Defects & Solutions
We define defect levels according to international standards and take appropriate actions:
Sand sticking: Mold sand residue. It is removed during the cleaning process.
Gas holes: Formed by trapped gas during casting. They are prevented by optimizing the gating system.
Shrinkage cavities: Caused by metal contraction. They are solved by controlling the cooling rate.
The following is the surface inspection process:
Step 1: Clean the casting to remove surface contaminants and ensure inspection accuracy.
Step 2: Perform initial visual screening and mark suspicious areas.
Step 3: Conduct detailed microscope examination to record defect types and locations.
Step 4: Sort and handle: qualified parts proceed to next stage; repair minor defects; scrap severe defects.
Internal Quality
Internal quality is the core of casting performance. QD uses spectral analysis and mechanical performance testing to ensure material composition and mechanical properties meet standards.
Material Composition Verification
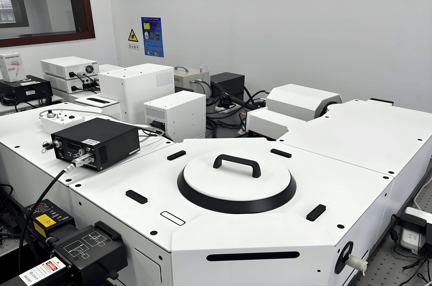
We use an optical emission spectrometer to quickly analyze the chemical composition of the casting material. Ensure it matches the customer-specified material.
Process: Sampling → Grinding → Spectral analysis → Compare with standard database.
Advantages: High precision, non-destructive. Suitable for checking each batch of molten iron.
Mechanical Performance Testing
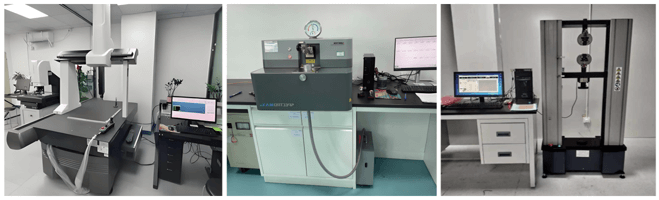
To evaluate the mechanical properties of the material, we pour test bars from the same batch of molten iron and conduct tests in the laboratory:
Tensile test: Measures tensile strength, yield strength, and elongation. Performed using a universal testing machine.
Hardness test: Uses Brinell or Rockwell hardness testers. Evaluates the material’s ability to resist deformation.
The table below summarizes the internal examination methods:
| Test Type | Method | Test Parameters | Applicable Standards |
| Material Composition Analysis | Optical Emission Spectrometer | Element Content (C, Si, Mn, etc.) | ASTM E415, ISO 17025 |
| Mechanical Property Testing | Tensile Test on Specimens / Hardness Test | Tensile Strength, Hardness, Elongation | ASTM A370, ISO 6892 |
Advanced Services
For clients with higher requirements, we provide optional advanced inspection services. Such as X-ray inspection and liquid penetrant testing. These methods can deeply evaluate internal and surface defects of castings. They are suitable for critical components.
X-ray Inspection
Principle: Uses X-rays to penetrate the casting. The image shows internal defects. Such as shrinkage cavities and inclusions.
Application: Often used for pressure-bearing parts or safety-critical components. Such as valves and turbine housings.
Process: Digital imaging → Analyze defect size and location → Generate report.
Liquid Penetrant Testing
Principle: Applies penetrant fluid to the casting surface. Capillary action reveals tiny cracks.
Application: Suitable for detecting surface cracks in non-magnetic materials (such as aluminum alloys).
Process: Clean → Penetrate → Develop → Inspect under ultraviolet light.
The following are optional services:
Service 1: X-ray inspection: detects internal shrinkage and gas pores; report includes defect maps and ratings.
Service 2: Liquid penetrant testing: identifies surface micro-cracks; complies with ASME SE-165 standard.
Service 3: Ultrasonic testing: used for internal defect scanning of thick-walled castings.
Working with QD
QD provides a basic inspection report with every shipped batch of castings. The report includes key data from dimensional, surface, and internal checks. It is delivered in PDF or paper format. This lets you see all details clearly when receiving the goods.
Whether you require ISO, ASTM, or custom corporate standards, we can meet your requirements. You are welcome to specify inspection standards or request our quality control documents.
FAQ
1. Which international standards does your examination process comply with?
Our process is based on ISO 9001, ASTM, and ASME standards. It can also be customized to meet client needs. For example, dimensional inspection follows ISO 8062. Material testing complies with ASTM A370.
2. How do you ensure dimensional accuracy, especially in mass production?
We use a combination of sampling plans and full inspections. Key components are measured with CMMs. This ensures accuracy within ±0.001mm. We also record data for continuous improvement.
3. How reliable are your internal inspections? Can spectrometers make errors?
Spectrometers are calibrated regularly. Their accuracy reaches 99.5%. We also cross-verify results with test bar testing to ensure data reliability. If there are doubts, we can provide third-party review.
4. Do advanced inspection services (like X-ray) cost extra?
Yes. These services incur additional costs due to equipment and labor hours. But we provide quotes based on your needs to ensure cost-effectiveness. Basic inspection is included in our standard process.
5. How can I get the inspection report? What does it include?
The report is delivered with the shipment or sent by email. It includes dimensional measurements, surface inspection results, material composition, and mechanical property data. If advanced inspection is used, X-ray or penetrant test reports will be added.