
Have you ever wondered how intricately structured turbine blades in aircraft engines, precision joint implants in the medical field, or art castings with extremely complex shapes are manufactured in a single forming process?
The answer behind this often lies in a process that combines ancient wisdom with modern technology—Investment Casting, also known as lost-wax casting.
It not only enables near-net-shape precision forming and perfect replication of details but also stands as the preferred process for manufacturing high-melting-point alloys, components with complex internal cavities, and thin-walled parts.
The Eight Steps of Precision Forming
Compared to conventional casting, the core value of investment casting lies in its ultimate pursuit of complexity and precision. The following comparison clearly demonstrates the source of its technological advantages:
| Key Process Step | Conventional Sand Casting | Investment Precision Casting | Core Advantages |
| Mold/Pattern | Use wooden/metal molds to shape in molding sand | Use disposable wax patterns, and prototypes can be complex at will | No draft angle. Capable of casting parts with extremely complex shapes and deep narrow slits |
| Mold Shell | Sand mold. Rough surface. Low precision | Multi – layer ceramic precision mold shell. High surface finish | Precise casting dimensions (CT4 – 6 grade). Low surface roughness (Ra 3.2 – 6.3μm) |
| Pouring | Atmospheric pressure pouring. High risk of oxidation inclusions | Can be poured under vacuum/atmosphere protection | High alloy purity. Especially suitable for active metals such as titanium and magnesium, and high – temperature alloys |
| Post – treatment | Huge risers and runners. Large amount of cleaning work | Precisely set riser and runner system. Small allowance | Near – net shape. Extremely small machining allowance. High material utilization rate |
Next, let’s break down how this is done:
Step 1: Die Design
It all starts with design. The die is a steel mold for making wax patterns. Its precision directly determines the final casting’s size limit.
- Key points: Use CAD/CAE software for mold flow analysis and stress simulation. Calculate the wax shrinkage accurately. Optimize the gating system. Prevent defects from the start.
- Technical strength: Leading manufacturers have widely used 3D printing to quickly make die prototypes. This can greatly shorten the development cycle and verify design feasibility.

Step 2: Making Wax Patterns
Inject wax (with a specific formula) into the die under constant temperature and pressure. After cooling, you get a wax pattern that’s exactly the same as the final part.
- Key points: The stability of the wax (shrinkage rate, strength) is very important. The constant temperature and pressure during injection ensure the wax pattern has consistent size and smooth surface.
Step 3: Assembly into Trees
Join multiple wax patterns precisely to a central pouring channel (called a pouring tree) by welding.
- Key points: This step combines experience and science. A well-planned arrangement ensures the molten metal flows smoothly and fills the mold completely. It’s key to improving yield rates and efficiency.
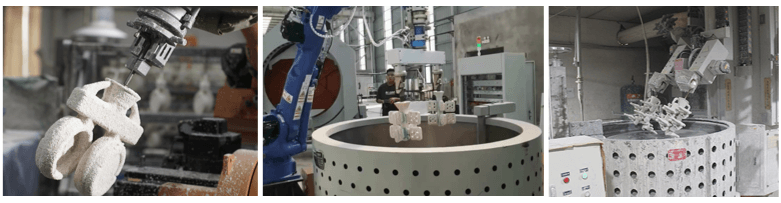
Step 4: Shell Making
This is the most time-consuming and technology-intensive step. The assembled tree is repeatedly dipped in a special refractory slurry (such as silica sol), sprinkled with refractory sand, and then dried in a strictly controlled constant temperature and humidity environment. This cycle is repeated 7 to 9 times to form a hard ceramic shell about 5 to 10 mm thick.
- Key points: The drying quality of each layer affects the overall strength of the shell. The viscosity of the slurry, the particle size ratio of the sand, and the environmental temperature and humidity all need to be precisely controlled.
Step 5: Wax Removal
The shell – covered assembly is put into a high – pressure autoclave or a high – temperature furnace. The wax pattern inside melts quickly and flows out, leaving a hollow cavity that precisely copies the shape of the part.
- Key points: The wax must be removed quickly and completely. This prevents residues from affecting the shell’s integrity or the casting’s surface quality.
Step 6: Melting and Pouring
Melt the alloy in a medium-frequency induction furnace under vacuum or a protective atmosphere. Then pour the molten alloy into the preheated shell (to remove moisture) at a precise temperature.
- Key points: Pouring under vacuum or a protective atmosphere is a must-have technology for making high-end superalloys, stainless steel, and titanium alloy castings. It effectively prevents oxidation and slag inclusions, ensuring the purity of the metal.
Step 7: Shell Shaking and Cutting
After the metal solidifies and cools down, break the ceramic shell by mechanical vibration or high-pressure sandblasting to expose the casting tree. Finally, use hydraulic cutting or grinding wheel cutting to separate individual castings from the pouring system.
- Key points: For efficient shell shaking, you need to balance good cleaning results and avoiding damage to the fragile castings. Precise cutting requires accurate positioning, which saves allowance for subsequent processing.
Step 8: Post-treatment and Quality Inspection
The castings need to go through processes like shot blasting cleaning, gate grinding, and surface finishing. More importantly, there is a full-process quality inspection. The quality inspection process here includes:
- Dimensional inspection: Use a Coordinate Measuring Machine (CMM) for full-dimensional scanning inspection.
- Non-destructive testing: Use X-ray testing to check for internal shrinkage holes and air holes; use fluorescent penetrant testing to check for surface cracks.
- Material performance testing: Conduct mechanical performance and metallographic structure analysis on samples.

Recap
Thanks to its irreplaceable advantages in complex structures, high precision, excellent surface quality and material adaptability, investment casting has become a core technology in the fields of aerospace, medical implants, energy and chemical engineering, and high-end manufacturing.
For an outstanding investment casting supplier, its core competitiveness lies in its full-process precision control capabilities, technical experience in solving complex problems, and strict quality assurance system. QD has always been committed to integrating these capabilities into every link, providing customers with one-stop precision casting solutions from drawings to finished products.
FAQ
1. What are the typical application fields and parts of investment casting?
It is widely used in complex structural parts such as turbine blades, impellers, pump casings, valve bodies, orthopedic implants, gears and golf club heads.
2. What are the main advantages and disadvantages of investment casting compared with other casting methods?
Advantages: high dimensional accuracy, high surface finish, ability to cast complex shapes, and wide range of applicable alloys.
Disadvantages: long process flow, relatively long production cycle, and higher unit cost compared with sand casting.
3. What is the minimum size of parts that can be cast, and what is the wall thickness limit?
Castings can range in weight from a few grams to over 100 kilograms. With advanced process control, the minimum wall thickness can usually reach 0.5mm – 1.0mm, depending on the alloy material and part structure. Please feel free to contact QD for detailed discussion.
4. Is the cost of the mold (die) very high?
The initial investment cost for steel dies is indeed relatively high. Therefore, this process is particularly suitable for small to medium batch production, or for parts with large batches but high added value and complex shapes. For prototype development, alternative materials can also be used to make low-cost molds.
5. How to ensure the consistency of casting quality during mass production?
It is guaranteed by standardized operating procedures (SOPs), strict control of process parameters, the application of automated equipment, as well as the consistent implementation of Statistical Process Control (SPC) and quality inspection systems. QD is an expert in this field.
6. What capabilities should be prioritized when selecting an investment casting supplier?
It is recommended to focus on examining: 1. Technical development and problem-solving capabilities (such as simulation analysis capabilities); 2. Process control and quality inspection capabilities (what testing equipment they have); 3. Existing project experience (whether they have produced products of similar material or complexity); 4. Production capacity and project management capabilities, and whether they can deliver on time.