
If you’ve ever experienced both conventional sand casting and investment casting, you’ll undoubtedly be impressed by the smooth, delicate surface of the latter. Why does investment casting achieve such a high surface finish? Today, we’ll explore the secrets of QD’s smooth castings, focusing on two key steps: mold shell production and surface cleaning.
Key 1: Sophisticated Shell Molding System
The quality of the mold shell directly determines the accuracy and smoothness of the casting surface.
Primary Coat
The primary coat is the layer that comes into direct contact with the molten metal. At QD, we are very particular about the selection of primary coat:
Binder system: We primarily use high-quality silica sol as the primary binder. Silica sol is composed of nano-scale SiO₂ particles. These extremely fine particles can form a dense and uniform bonding network. Compared to traditional water glass binders, silica sol has the following advantages:
- Smaller particle size ensures better reproduction of surface details
- Higher high-temperature strength reduces the risk of metal erosion
- Lower high-temperature deformation ensures dimensional stability
- Less gas generation reduces porosity in castings
Powder selection: We select the appropriate powder based on the casting material and requirements. For high-standard stainless steel and alloy steel castings, we use zircon flour, which has the following characteristics:
- High refractoriness (melting point approximately 2550°C)
- Low thermal expansion coefficient. Good thermal stability
- Non-wetting with most molten metals. Reduces sand sticking
- High thermal conductivity. Facilitates casting solidification

For non-ferrous alloy castings, we choose bauxite powder, which has a higher cost-effectiveness and can also meet the surface quality requirements.
Process control: The primary coat application process requires precise control of multiple parameters:
The coating viscosity must be stable within a specific range.
The coating speed must be uniform and consistent to avoid flow marks or buildup.
The sand particle size should be selected based on the casting structure. QD typically uses 70-100 mesh zircon sand.
The drying environment temperature and humidity must be strictly controlled to ensure sufficient drying without cracking.
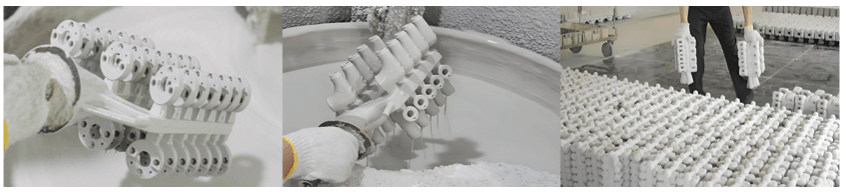
Back-up Layer Reinforcement
After the primary coat, multiple applications of back-up coat are required to enhance the mechanical strength and thermal stability of the shell mold, preventing cracking or deformation during pouring.
Our back-up layer system adopts a gradient design: from the primary coat to the back-up layers, the particle size of the powder gradually increases. This design not only ensures strength but also guarantees good bonding between adjacent layers. Typically, 5 to 8 back-up layers are applied, with the exact number depending on the size and structural complexity of the casting.
Adequate drying time is required after each back-up layer application. We use a constant-temperature and constant-humidity drying chamber to ensure sufficient moisture evaporation from the shell mold without causing stress cracks. Finally, high-temperature calcination (usually at 850-1050℃) is conducted to enable the shell mold to achieve its final strength and optimal gas permeability.
The table below summarizes the main functions and materials of each layer in the shell mold:
| Shell Mold Layers | Main Functions | Commonly Used Materials | Mesh Size (Powder) | Drying Requirements |
| Primary Coat | Replication of Surface Precision | Silica Sol + Zircon Powder | 200 – 325 Mesh | 22 – 25°C, 50 – 60% RH |
| Transition Layer | Connection Between Primary Coat and Back-up Layers | Silica Sol + Quartz Powder | 100 – 200 Mesh | 22 – 25°C, 50 – 60% RH |
| Back-up Layer (1 – 2) | Enhancement of Strength | Silica Sol + Quartz Sand | 30 – 60 Mesh | 22 – 28°C, 40 – 50% RH |
| Back-up Layer (3+) | Provision of Final Strength | Silica Sol + Quartz Sand | 16 – 30 Mesh | 22 – 28°C, 40 – 50% RH |
Key 2: Advanced Cleaning Technology
After the casting is shelled, impurities such as refractory materials and oxide scale still remain on the surface. A cleaning process is required to reveal a smooth metal surface.
Sand Blasting and Shot Peening
QD factory is equipped with a variety of sandblasting equipment.
Glass Bead Blasting: Suitable for soft materials such as stainless steel and aluminum alloy. The spherical particles of glass beads can provide uniform cutting action, thus creating a consistent matte effect. Its advantages include:
- Moderate hardness (Mohs hardness 5 – 6), less likely to damage the substrate.
- Spherical particles generate uniform surface texture.
- Reusable, economical and environmentally friendly.
- Especially suitable for parts of medical devices and food machinery.
Ceramic Bead Blasting: Used for cleaning high-strength steel castings or removing scale. Ceramic beads have higher hardness (Mohs hardness 7 – 8) and durability, which can effectively remove stubborn scale and sintered sand. Meanwhile, they generate compressive stress to improve the fatigue strength of parts.
Walnut Shell Blasting: It is a natural and environmentally friendly material, suitable for precision parts or components that require detail preservation. Walnut shells have moderate hardness and provide gentle cleaning without altering the dimensional accuracy of parts. It is particularly suitable for:
- Precision instrument parts
- Aerospace components
- Artworks and decorative pieces

We can select different abrasives based on the material of the castings and specific requirements.
Chemical Cleaning
For stainless steel castings, pickling and passivation treatment is often performed after sand blasting. This process consists of three main steps:
Pickling: A hydrofluoric acid-nitric acid mixed solution is used to effectively remove the surface oxide layer and embedded impurities. We strictly control the pickling time and temperature to ensure thorough cleaning while minimizing base material corrosion.
Rinsing: A multi-stage countercurrent rinsing system is adopted to ensure complete removal of acidic residues. The rinsing water is treated by reverse osmosis, with its conductivity controlled below 50 μS/cm to avoid water spots and secondary contamination.
Passivation: Passivation treatment is carried out in a nitric acid solution, which forms a dense chromium oxide protective film on the stainless steel surface. This film not only provides an attractive glossy surface but, more importantly, significantly enhances corrosion resistance.
For castings with special requirements, we can also provide the following treatments:
- Electropolishing: Achieves a mirror-like finish.
- Vibratory Polishing: Used for finishing treatment of complex internal cavities.
- Mechanical Polishing: A traditional yet effective method for surface finishing.

Summary
Surface finish is one of the key indicators for measuring the quality of investment castings. Through systematic process control and strict quality management, QD can ensure that every casting meets the highest surface quality standards:
- Strict Raw Material Control: We have established a comprehensive supplier management system and conduct rigorous inspections on all incoming raw materials to ensure that key materials comply with technical requirements.
- Precise Shell Mold Process: Scientific process parameters for shell mold production are adopted. Through multi-layer application, precisely controlled drying and sintering processes, the shell mold is guaranteed to have excellent surface quality and overall strength.
- Diversified Cleaning Technologies: Equipped with a variety of sandblasting equipment and chemical treatment production lines, we can select the optimal cleaning solution based on castings of different materials and requirements.
- Full-Process Quality Monitoring: Each link is supported by complete inspection standards and records to ensure quality traceability.
For any inquiries or customized requirements, please feel free to contact QD Casting Factory. We specialize in precision investment casting and provide you with high-quality, cost-effective casting solutions.
FAQ
1. Why is the surface of investment castings smoother than that of sand castings?
Investment casting uses ceramic shell molds, where the powder for the primary coat is extremely fine and can accurately replicate the surface details of the wax pattern. In contrast, sand casting uses relatively coarse sand grains, resulting in naturally higher surface roughness. Additionally, the shell mold in investment casting is formed as a single piece, avoiding flash and mismatching defects.
2. Why is zircon powder commonly used for the primary coat of shell molds?
Zircon powder exhibits excellent refractory properties, a low thermal expansion coefficient, and good thermal stability. It can withstand the impact of high-temperature molten metal without softening or deforming. Furthermore, zircon powder is non-wettable with most molten metals, reducing the likelihood of sand adhesion.
3. What is the difference between sand blasting and shot peening?
Sand blasting typically uses non-metallic abrasives and focuses on surface cleaning and finishing. Shot peening, on the other hand, mostly uses metallic abrasives and is mainly used for surface strengthening and stress relief. The two differ in equipment structure, operating pressure, and application purposes.
4. Which castings are suitable for chemical cleaning?
Chemical cleaning (especially pickling and passivation) is mainly suitable for castings that require excellent corrosion resistance, such as stainless steel and alloy steel castings. It can remove surface scale and embedded impurities, while forming a passivation film to improve corrosion resistance. For carbon steel and low-alloy steel castings, we usually adopt mechanical cleaning combined with anti-rust treatment.
5. How does QD control shell mold quality?
① Incoming Raw Material Inspection: Conduct physical and chemical property testing on silica sol, powder materials, and sand materials.
② Process Parameter Monitoring: Strictly control parameters such as coating viscosity, application thickness, and drying temperature-humidity.
③ Shell Mold Performance Testing: Regularly sample and test the high-temperature strength, gas permeability, and residual strength of shell molds.
④ Final Inspection: Perform appearance inspection and dimensional verification on each batch of shell molds.