
In modern manufacturing, stainless steel parts are widely used in medical devices, automotive industry and other fields. As various industries have increasingly higher requirements for part performance and precision, stainless steel investment casting is the preferred process for the production of customized precision parts.

Industry Demands: Diversified, High Precision
Different industries have varying requirements for stainless steel parts:
Medical devices: Require extremely high surface finish, sterility, and biocompatibility.
Aerospace: Strive for lightweight, high strength, high-temperature resistance, and fatigue resistance.
Automotive: Prioritizes wear resistance, corrosion resistance, and structural complexity.
Energy equipment: Requires high-pressure resistance, corrosion resistance, and long life.
These demands all point to one key point: traditional machining methods struggle to simultaneously meet the complexity, high precision, and material performance requirements. This is precisely where investment casting excels.
Customization Advantages of Investment Casting
Investment casting, also known as lost wax casting, is particularly suitable for:
- Complex, difficult-to-machine, integrated parts.
- Parts with high dimensional accuracy and stringent surface quality requirements.
- Small-batch, high-variety customized production.
- Material requirements for stainless steel and high-temperature alloys.
QD offers comprehensive services in stainless steel investment casting, from material selection and process design to quality control. We can provide customers with highly consistent and reliable customized parts.
Customized Full Production Process for High Precision Components
The following are our detailed steps from order acceptance to delivery, ensuring that every link is under strict monitoring.
Requirements Communication and Solution Design (Phase 1)
QD team will conduct in-depth discussions with the customer to clarify the part’s operating environment, performance specifications, material requirements, dimensional tolerances, surface treatment standards, and acceptance criteria. Based on this information, we will provide professional advice, including material selection, preliminary process route planning, and cost and delivery assessment. Ultimately, a mutually acceptable technical agreement will be reached.
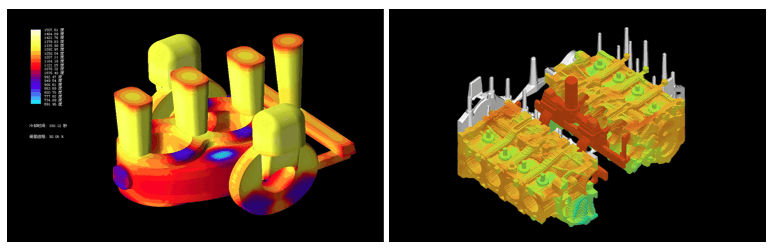
3D Modeling and Simulation Analysis (Phase 2)
We utilize advanced CAD software to create 3D models. We ensure the accuracy of the model data. Based on this, we employ casting simulation software to simulate the mold filling and solidification processes. This helps us predict potential defects such as shrinkage cavities, porosity, and cold shuts. This allows us to optimize the gating system design (including gate, riser, and chiller placement), ultimately improving casting quality from the ground up.
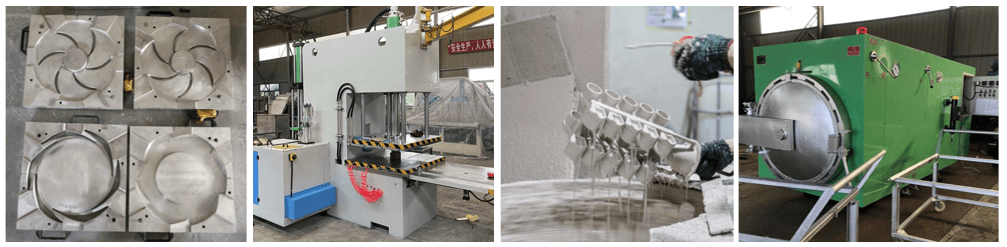
Wax Pattern and Shell Production (Phase 3)
Mold Design and Manufacturing: A specialized aluminum or steel mold is created based on the 3D model. This is used for injection molding wax patterns.
Wax Pattern Forming and Tree Construction: Low- or medium-temperature wax is molded on a wax injection molding machine. This produces a dimensionally precise wax pattern. Multiple wax patterns are then welded together and attached to the gating system (wax tree).
Mold Shell Construction: After tree construction, the wax pattern undergoes multiple impregnations with ceramic slurry (for the surface layer, transition layer, and backing layer), sanding, and drying. This gradually forms a ceramic shell with a desired thickness and strength.
Dewaxing and Sintering: The dried shell is sent to a high-pressure steam or hot water dewaxing kettle to remove wax, resulting in a hollow shell. The shell is then sent to a sintering furnace for high-temperature firing to remove residue and improve shell strength.
Melting and Pouring (Phase 4)
High-quality stainless steel raw materials that meet ASTM or customer-specified standards are selected. Melting is performed in a medium-frequency induction furnace. Argon gas protection and other measures are used during the melting process to prevent metal oxidation. The melting temperature is strictly controlled (typically between 1500°C and 1650°C, depending on the steel grade).
After refining, the molten metal is gravity poured or centrifugally poured at an appropriate superheat to fill the mold shell. Precise control of pouring temperature and speed is crucial to avoid defects such as cold shuts and air entrapment.
Post-Processing and Finishing (Phase 5)
Shelling and Cutting: After pouring and cooling, the casting passes through a vibrating shelling machine to remove the ceramic shell. An abrasive cutter or band saw is then used to separate the part from the gating system.
Heat Treatment: Solution treatment, aging treatment, or annealing treatment is performed depending on the material and application requirements.
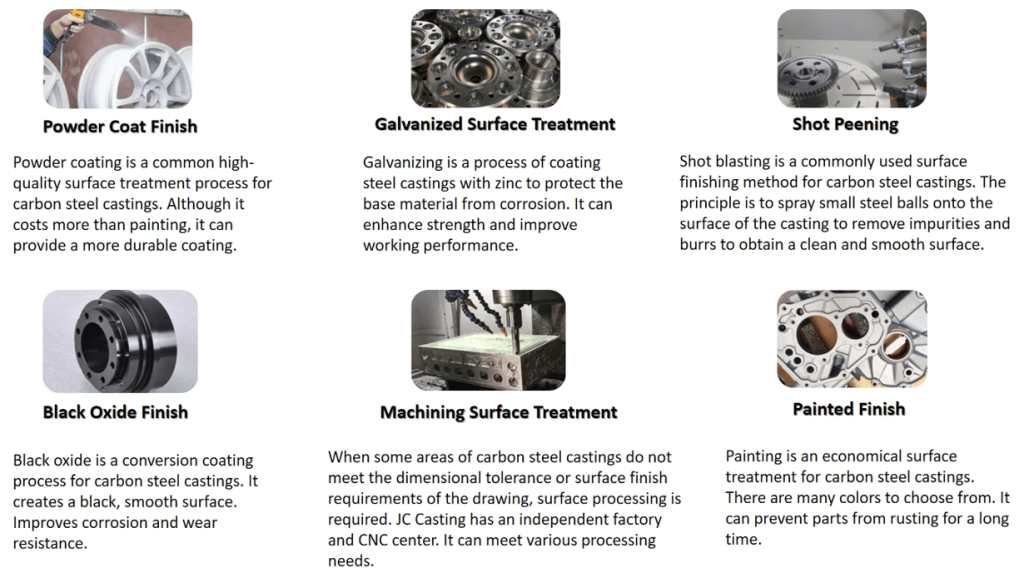
Surface Treatment: The surface is cleaned by sandblasting (shot blasting). Polishing, electrochemical polishing, passivation, and other treatments may be performed to achieve the customer’s desired surface finish and appearance.
Quality Inspection and Delivery (Phase 6)
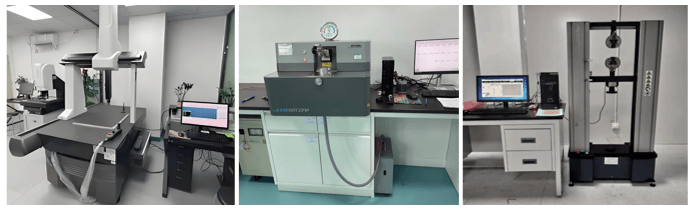
We utilize a variety of advanced equipment and technologies to conduct comprehensive part inspections:
Dimensional Inspection: Full-scale scanning of critical dimensions using a CMM ensures compliance with drawing tolerances.
Surface Defect Inspection: Visual inspection and fluorescent penetrant testing (PT) are used to detect surface defects such as cracks and pores.
Internal Defect Inspection: For parts requiring airtightness or high strength, X-ray nondestructive testing is used to detect internal defects such as shrinkage cavities and inclusions.
Composition and Performance Analysis: Material composition analysis is performed using an optical emission spectrometer (OES). Mechanical properties are tested using a universal testing machine and a hardness tester.
Other Special Tests: Metallographic analysis and salt spray testing can be performed upon request.
Success Case: Customization of High Precision Surgical Instrument Components
A medical device company needed a batch of stainless steel surgical forceps components. They required a dimensional tolerance of ±0.05mm, a surface flawlessness, and biocompatibility certification.
QD completed the delivery process through the following steps:
- 316L stainless steel is selected to ensure material purity.
- The pouring system is optimized to avoid air entrapment and shrinkage.
- Precision ceramic shells are used to enhance surface quality.
- Aseptic packaging is used throughout the entire process to prevent secondary contamination.
The final product fully met customer requirements, passed inspection, and has entered mass production.
If you require high precision, complex stainless steel parts, please contact QD Casting. We offer one-stop, customized services, from technical consultation and process design to production and delivery, helping you improve the performance and reliability of your products.
FAQ
1. What materials are suitable for investment casting?
In addition to stainless steel, it is also suitable for carbon steel, alloy steel, aluminum alloy, titanium alloy, cobalt-chromium alloy, and other materials. QD is particularly skilled in high precision stainless steel and high-temperature alloys.
2. What is the minimum tolerance that can be achieved?
Typically, it can reach CT5-CT7 (ISO 8062). This depends on the part structure and process control. Generally, it can be controlled within ±0.1mm.
3. What is the typical surface roughness?
The Ra value of an investment casting surface can typically reach 3.2μm. After polishing, it can be reduced to 0.4μm or even lower.
4. Can you provide small-batch customization?
Yes. QD offers flexible services, from trial production to mass production.
5. What is the typical production lead time?
From drawing confirmation to first batch delivery, it typically takes 4-6 weeks. This depends on part complexity and order volume.
6. How do we ensure part quality?
We implement comprehensive quality control throughout the entire process. From raw material receipt to finished product shipment, we undergo multiple inspections. We also provide comprehensive quality documentation, including material reports and flaw detection reports.