
In foundry production, casting defects often impact product quality and production efficiency. QD, a leading expert in the domestic foundry field, provides comprehensive support from defect analysis to solutions, ensuring more reliable castings.
Analysis of Common Casting Defects
The causes of casting defects are complex. The following are common types:
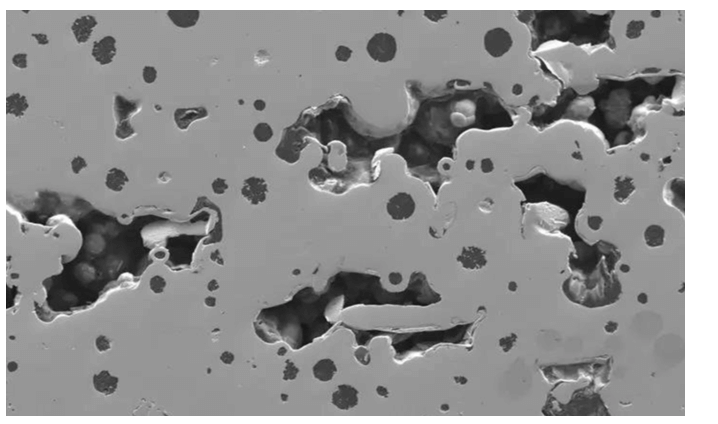
Gas Porosity
Characteristics: Small, round or oval holes appear inside or on the surface of the casting. A muffled sound when tapped.
Causes: Incomplete removal of gases during smelting. Poor sand permeability prevents gas from escaping. Rapid pouring speed leads to air entrapment.
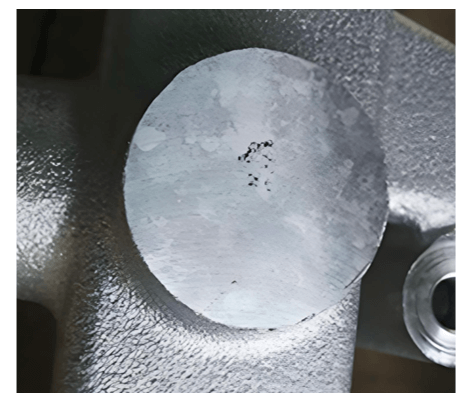
Shrinkage Cavity / Porosity
Characteristics: Shrinkage cavities are irregular holes in thick sections of a casting. Shrinkage porosity is small, dispersed holes, often found in thick sections.
Causes: Uneven wall thickness in the casting design, slow cooling in thick sections. Excessively high pouring temperature, resulting in excessive metal shrinkage. Improper riser design, resulting in insufficient shrinkage compensation.

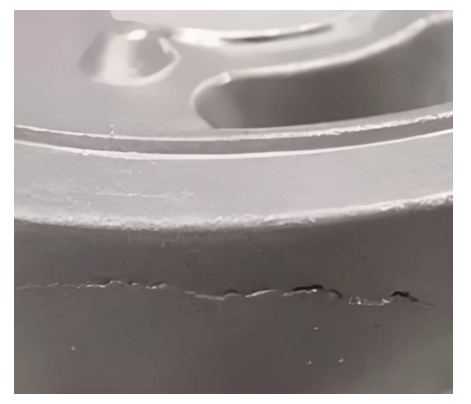
Sand Inclusion
Characteristics: Sand-shaped holes on or inside the casting. Rough edges.
Causes: Insufficient sand strength, erosion by molten metal during pouring. Uncleared loose sand on the mold surface. Excessive gaps between sand grains.
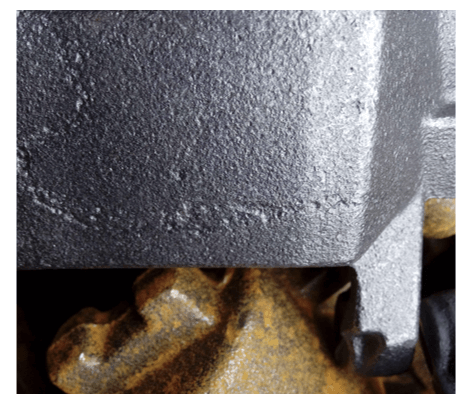
Hot Crack / Cold Crack
Characteristics: Hot cracks often occur at the corners of the casting, with a tortuous pattern and surface oxidation. Cold cracks are mostly linear and show no signs of oxidation.
Causes: Hot cracks are caused by excessively high pouring temperatures and sudden changes in casting wall thickness, leading to stress concentration. Cold cracks are caused by excessively rapid cooling and impure alloy composition, leading to brittleness.
Sand Entrapment
Characteristics: Surface bumps or layers appear on the casting, with sand particles trapped inside.
Cause: Surface cracking caused by excessive drying of the sand mold. Excessive moisture in the molding sand generates steam when heated, causing the sand layer to bulge. Molten metal washes over the sand mold surface during pouring.
Preventive and Resolution Measures for QD Casting
To address the above defects, QD controls them from the source and provides systematic solutions through technical optimization and process management:
| Defect Type | Preventive Measures | Solutions |
| Gas Porosity | Adopt vacuum degassing during melting; Optimize molding sand permeability | Conduct non – destructive testing on castings. Remelt unqualified ones |
| Shrinkage Cavity / Porosity | Design proper risers & gating systems; Control pouring temperature | Apply sequential solidification process. Enhance feeding efficiency |
| Sand Inclusion | Use high – strength molding sand; Strengthen sand mold surface cleaning | Weld – repair sand – inclusion areas. Conduct strict quality inspection |
| Hot Crack / Cold Crack | Optimize casting structure, avoid sudden wall – thickness changes; Control cooling rate | Apply slow – cooling process to reduce internal stress; Adjust alloy composition |
| Sand Entrapment | Improve sand – mold drying process; Control molding sand moisture content | Remove severely sand – entrapped parts. Polish minor defects |
Furthermore, QD has established a comprehensive quality control system:from structural review during the casting design phase, to incoming raw material inspection, to real-time parameter monitoring during production. This ensures traceability at every stage, mitigating the risk of defects at their source.
Choose QD: Make Casting More Worry – Free
Casting defects not only affect product performance but also increase rework costs and delay delivery.
But by partnering with QD, you’ll gain:
- Professional Technical Team: Our team of engineers boasts over 15 years of experience. We can provide customized process solutions and proactively prevent design flaws.
- Advanced Production Equipment: Equipped with intelligent melting furnaces and precision testing instruments, we ensure process stability.
- Full-Life Service: From drawing analysis and process development to production delivery, we provide one-on-one support throughout the entire process, ensuring timely response to your needs.

Casting defects are not a problem; choosing the right partner is key. QD will use its expertise to help you reduce defects. Improve production efficiency. Allow you to focus on your core business. For more information, please contact us for customized solutions!
FAQ
1. Are defects in castings always caused by production issues?
Not necessarily. Improper design and poor raw material quality can also lead to defects. QD investigates the causes throughout the entire process.
2. Are defects more likely to occur in small batches of castings?
Small batches are more prone to problems if the process is unstable. QD uses standardized processes to ensure that batch size does not affect quality.
3. How do I determine whether a casting defect affects its use?
This depends on the product’s intended use and the defect’s location. QD will provide professional evaluation recommendations tailored to your needs.
4. Will defect prevention increase production costs?
In the short term, there may be process optimization costs. However, in the long term, this can reduce rework and waste, ultimately lowering overall costs.
5. How can new casting designs avoid defects?
You can discuss this with QD in advance. We provide design review services to help you mitigate risks in advance through structural and material selection.
6. Can QD address other rare casting defects?
Yes. QD has extensive experience in defect management and can provide customized solutions for specific problems.