
In the production of stainless steel castings, potential issues can arise even when the most suitable material grade is selected. This directly affects the casting’s performance, service life, and reliability.
QD is a professional foundry. This article lists the most common types of quality issues in stainless steel investment casting. It also explains their root causes.
Issue 1: Failure to Meet Corrosion Resistance Standards
If corrosion resistance is inadequate, the casting may rust, pit, or experience stress corrosion cracking in specific environments.

Potential Causes:
- Deviation in Chemical Composition: Minor fluctuations in key elements like Cr, Ni, and Mo can significantly affect austenite stability and the ability to form a protective passive film. This sharply reduces corrosion resistance.
- Heat Treatment Process Issues:
- Improper Solution Treatment: If the temperature is too low or the holding time is too short, carbides cannot fully dissolve. This increases susceptibility to intergranular corrosion.
- Sensitization: When the casting cools slowly or stays within the 450°C to 850°C temperature range, carbides precipitate along the grain boundaries. This creates chromium-depleted zones, which become starting points for corrosion.
- Surface Cross-Contamination: During processing, handling, or storage, foreign contaminants like iron dust or fragments from steel wire brushes can stick to the casting surface. These iron ion contaminants cause pollution and lead to electrochemical corrosion.
QD’s Prevention Measures:
Precise Smelting Control: We use optical emission spectrometers to perform real-time composition analysis on every batch of molten steel. This ensures the content of alloy elements is accurately controlled within the mid-to-upper range of the standard.
Intelligent Heat Treatment: We use fully automated heat treatment furnaces. They provide precise recording and closed-loop control of temperature, time, and cooling rate.
Physically Segregated, Clean Production: We have established dedicated production lines exclusively for stainless steel products. We use dedicated tools, racks, and transfer containers.
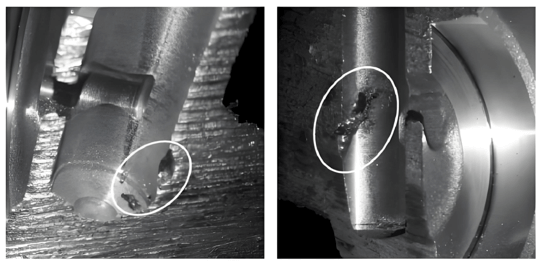
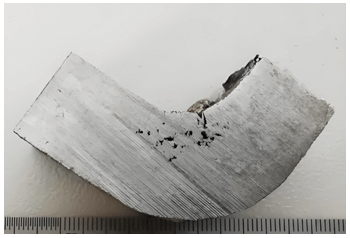
Issue 2: Cracks
Cracks are divided into hot tears and cold cracks. Hot tears occur during the final stage of solidification, and the crack surfaces appear oxidized. Cold cracks happen after complete solidification and typically appear as straight lines.

Potential Causes:
Hot Tear Problems:
- Defective Mold/Gating System Design: Improper placement of gates and risers can lead to an unreasonable solidification sequence in different parts of the casting. This creates tensile stress in the last areas to solidify.
- Poor Casting Design: Large differences in wall thickness or the presence of sharp corners. These design issues cause stress concentration, becoming the origin points for hot tears.
Cold Crack Problems:
- Excessively Rapid Cooling: Molds are opened too early. The casting cools down too quickly. The internal stress exceeds the material’s tensile strength.
- Improper Knock-out and Cleaning Operations: Rough handling, knocking, or vibration can also induce cold cracks.
QD’s Prevention Measures:
- Using Digital Simulation to Foresee Risks: Before mold manufacturing, we use advanced solidification simulation software. It accurately predicts the temperature and stress distribution within the casting during solidification. This helps us identify and optimize potential “problem areas” for cracks in advance.
- Refining Process Parameters: We develop customized parameters for pouring temperature, mold preheat temperature, and cooling rates. This allows casting stress to be released gradually.
- Promoting Design Collaboration: We actively communicate with our clients’ design engineers. We help optimize product structures for better castability. This eliminates potential cracking issues right from the design stage.
Issue 3: Gas Porosity & Shrinkage Porosity
These are internal defects in castings. They significantly reduce the mechanical strength and pressure tightness of the cast part.
Potential Causes:
Gas Porosity:
- Low Shell Permeability: If the ceramic shell has poor gas permeability at high temperatures, the gas inside the mold cavity cannot escape quickly enough during pouring. The molten metal then traps this gas.
- Gating System Issues: An improperly designed gating system can cause turbulent metal flow. This turbulence entraps air or gases released from the shell itself.
Shrinkage Porosity/Cavities:
- Inadequate Feeding: The risers are too small or incorrectly placed. They cannot effectively feed the molten metal to compensate for the casting’s solidification shrinkage.
- Improper Solidification Sequence: The ideal sequence is for areas farthest from the riser to solidify first, with the riser solidifying last. If this sequence is reversed, the feeding path is blocked, leading to shrinkage porosity.
QD’s Prevention Measures:
- Start with High-Quality Materials: We select high-permeability materials like zircon sand for the shell’s face coat. We strictly control the shell-making process. This ensures the shell has excellent high-temperature strength and gas permeability.
- Optimize Gating and Riser Design via Simulation: We use computer simulation technology. This dynamically shows the mold filling and solidification processes. It allows us to scientifically design the gating and risering system.
- Control Melting Quality: We strictly follow procedures for deoxidizing and degassing the molten steel. This reduces the gas content in the metal itself.
Issue 4: Surface Defects
Surface defects can become stress concentration points or corrosion initiation sites in certain applications.

Potential Causes:
Problems Related to Shell Quality:
- Improper slurry viscosity, mismatched sand grain size, or insufficient drying of the ceramic shell. This leads to a rough surface, flaking, or ‘ant holes’.
- Incomplete dewaxing leaves residual wax. This wax carbonizes during firing, creating soot that erodes the shell’s inner surface. This results in ‘pitting’ on the casting surface.
Post-Processing Problems:
- Incorrect parameters or improper operation during cutting, grinding, or polishing. This can cause scratches, over-grinding, or damage to the geometric dimensions of the casting.
QD’s Prevention Measures:
- Stable Shell-Making Environment: Our shell-making workshop maintains a constant temperature and humidity. This ensures each slurry coat fully penetrates and carries sand evenly.
- Efficient Dewaxing and Firing: We use high-pressure steam autoclaves for dewaxing. This ensures complete wax removal. Subsequent high-temperature firing strengthens the shell and creates a clean mold cavity.
- Standardized Post-Processing: We have established standard operating procedures for cutting and grinding. These regulate grinding pressure and tool selection. Finally, quality inspectors perform a 100% check on the final surface.
Contact Us
Are you struggling with recurring issues in your stainless steel castings? Are you looking for a reliable partner who can prevent Issues at the source? Contact QD today.
By choosing QD, you will get:
- An experienced technical team that identifies potential risks early for you.
- A mature and stable process system that ensures consistent quality.
- A smooth and efficient cooperation experience, allowing you to focus on your core business.
We offer a free initial process assessment. We welcome you to discuss your needs with us.
FAQ
1. Can QD provide material certificates and test reports?
Yes. We provide a complete material report, heat treatment records, and third-party inspection certificates (such as penetrant testing, X-ray, etc.) for every production batch.
2. What is the general delivery time? Can orders be expedited?
The standard lead time is 25–35 days. We also offer an expedited channel and can adjust production schedules based on project urgency.
3. Do you support small-batch trial production?
Yes. We encourage customers to start with small trial batches to verify the process and quality before moving to mass production.
4. What quality control steps does QD cover?
Our control covers the entire process: raw material inspection, mold design review, melting control, heat treatment monitoring, full dimensional inspection, and performance testing.
5. How does QD handle quality issues?
We promise to respond to customer needs immediately. Our technical team will analyze the root cause, and we will take corresponding responsibility.
6. Can QD support custom alloy materials?
Yes. We can develop non-standard alloys according to customer requirements. We also provide composition design and process validation services.