
When your design is limited by traditional manufacturing methods in terms of complexity, cost, or efficiency, investment casting is the answer you’ve been looking for.
This precision molding process, which has a history of thousands of years but still thrives in modern engineering, can seamlessly turn even the most complex and precise designs from digital models into real metal parts.
We will tell you the five core advantages of the investment casting process. We will also show you QD’s decades of experience and expertise in investment casting as a professional foundry—and how we turn these advantages into actual value for you.

Advantage 1: Unmatched Geometric Complexity
The most striking advantage of investment casting lies in its almost unlimited ability to shape geometric forms. The core of this process is the “lost-wax method“:
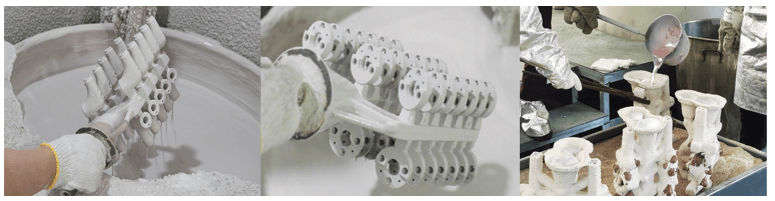
First, a precise part model (investment pattern) is made using wax or 3D-printed photosensitive resin.
Then, the investment pattern is repeatedly coated with a special refractory coating. Once the coating hardens, it forms a strong ceramic mold shell.
Next, the investment pattern is melted and drained away using high-temperature steam or hot water. Finally, a hollow, precision cavity that matches the original model exactly is created.
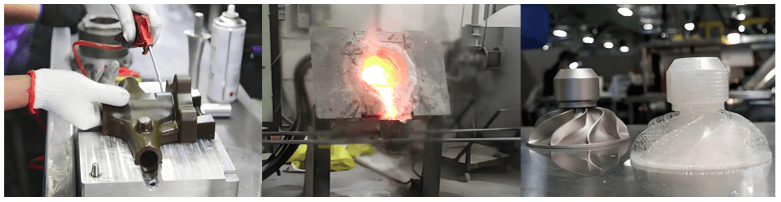
Pour molten metal into this cavity. After the metal cools and solidifies, break the ceramic mold shell—and the final metal casting is ready.
The key to this process is: the ceramic mold shell is formed as a single, one-time piece. There are no geometric limits caused by parting lines or core assembly. This allows it to achieve the following perfectly:
- Extremely complex internal cavities and flow channels: For example, the intricate cooling channels inside engine turbines or impellers can be cast in one piece. No subsequent drilling or assembly is needed.
- Thin-walled structures with fine details: It can produce lightweight parts with a wall thickness of only 0.5 mm—something many other processes struggle to achieve.
- Deep undercuts and intricate curved surfaces: The mold shell is removed by breaking it. This allows grooves and curved surfaces at any angle, freeing designers from constraints.
- Part integration: Complex assemblies that originally required multiple parts (to be machined and assembled) can be integrated into a single cast part. This significantly reduces assembly time, lowers weight, and improves structural integrity and reliability.
Our engineering team is proficient in DFM (Design for Manufacturability). We can help customers optimize their designs—and turn seemingly “unmanufacturable” drawings into reality.
Advantage 2: Excellent Dimensional Accuracy and Surface Finish
For precision parts, dimensional tolerance and surface quality are directly related to product performance and subsequent machining costs. Investment casting performs exceptionally well in these aspects.
- High dimensional accuracy: Investment casting can usually meet the dimensional tolerance standards of CT4-CT7 (based on ISO 8060). This means that for a dimension of 100 mm, the tolerance range can be controlled between ±0.25 mm and ±0.7 mm. The specific accuracy depends on the part size and the selected material.
- Excellent surface finish: Thanks to the extremely fine ceramic surface coating, the surface roughness (Ra) of investment castings can usually reach 3.2 μm to 1.6 μm, or even better. Such surface quality meets the requirements in many application scenarios—it can be used directly or only needs minimal polishing.
The direct benefit of this high accuracy and finish is “Near-Net Shape”: the casting is very close to the final shape and size of the product. This greatly reduces or even completely eliminates subsequent machining processes. It not only saves expensive machining time and costs, but also avoids material waste caused by cutting. This is especially significant for expensive superalloys.
| Characteristic | Investment Casting (Typical Value) | Sand Casting (Typical Value) | Advantage Comparison |
| Dimensional Tolerance (100mm) | ±0.25 mm ~ ±0.7 mm | ±1.0 mm ~ ±2.5 mm | Precision is several times higher |
| Surface Roughness (Ra) | 1.6 ~ 3.2 μm | 12.5 ~ 25 μm | Smoother surface, reducing machining |
| Minimum Wall Thickness | ≈0.5 mm | ≈3 mm | Can produce lighter and thinner parts |
Advantage 3: Wide Range of Material Options
Investment casting is hardly picky about metal materials. Almost any alloy that can be melted and poured can be processed with this technique. This provides unparalleled flexibility for meeting the performance requirements of products in different working conditions.
QD can provide casting services for customers using materials including but not limited to the following:
- Carbon steel and low-alloy steel: Such as ZG200-400, ZG270-500. Suitable for high-strength structural parts.
- Stainless steel/heat-resistant steel: Such as 304, 316L, 410, 17-4PH. Widely used in food machinery, chemical equipment and medical devices.
- Tool steel: Such as H13, P20. Used in mold manufacturing.
- Aluminum alloy: Such as ZL101A, ZL104, to meet lightweight needs.
- Copper alloy: Such as brass, tin bronze, aluminum bronze. Used in wear-resistant and conductive parts.
- Superalloys: Such as nickel-based alloys (Inconel 718, Inconel 625), cobalt-based alloys. Suitable for extreme high-temperature and corrosive environments like aerospace and gas turbines.

A wide range of materials means that whether your product needs corrosion resistance, high temperature resistance, high strength, high wear resistance or specific electromagnetic properties, QD can match you with the most suitable material. And it can be perfectly produced through investment casting.
Advantage 4: Excellent Metallurgical Properties
The performance of metal parts depends not only on their chemical composition, but also on their internal metallographic structure. The investment casting process itself helps achieve better metallurgical quality.
- Refined grain structure: Molten metal is poured into preheated ceramic mold shells. The mold shell has relatively low thermal conductivity, which allows the metal to achieve directional solidification or near-sequential solidification. By designing a reasonable gating and riser system, we can guide the metal to solidify sequentially from the far end of the casting to the gate. This effectively reduces defects such as shrinkage porosity and shrinkage cavities.
- High density and excellent mechanical properties: This controlled solidification process helps form a finer and more uniform grain structure. This significantly improves the casting’s strength, toughness and fatigue life. In many cases, the mechanical properties of investment castings can even be comparable to those of forgings.
QD’s factory uses advanced casting simulation software to conduct computer simulations of the solidification process before production. This optimizes the design of the gating system and ensures that every product has stable and excellent internal quality.
Advantage 5: Cost-Effective for Small-to-Medium Batch Production
Many people have a misunderstanding that investment casting is only suitable for mass production. In fact, in the modern manufacturing environment, it is also an ideal choice for small-to-medium batch production.
- Initial mold cost: The initial cost of investment casting mainly lies in the production of investment pattern molds. For the wax pattern process, it is necessary to make steel or aluminum die-casting molds.
- Unit cost advantage: However, once the mold is completed, the cost of each wax pattern is very low. As the production quantity increases, the mold cost is spread out, and the total cost of a single casting becomes highly competitive.
- Adapting to modern trends: With the introduction of 3D printing technology, the flexibility of investment casting has reached a new level. For prototype verification, small-batch trial production or the production of extremely complex single parts, QD can use 3D printing to directly make resin investment patterns. This completely eliminates the cost and time of mold making, greatly lowering the threshold for small-batch production.
The table below compares the process economy across different production volume levels:
| Production Quantity | Investment Casting (Traditional Wax Pattern) | Investment Casting (3D-Printed Wax Pattern) | Machining (Starting from Bar Stock) |
| 1 – 50 pieces (Prototyping/Trial Production) | High cost (mold opening required) | Good economy, short lead time | Extremely high cost, serious material waste |
| 50 – 10,000 pieces (Small to Medium Batch) | Best economy, low unit cost | Gradually less cost – effective | High cost, low efficiency |
| >10,000 pieces (Large Batch) | Economy still good | Not applicable | Usually not applicable |
QD provides flexible production solutions. Whether you need 3D printing to speed up your R&D cycle, or efficient wax pattern production to support your medium-to-large batch needs, we can find the most cost-effective solution for you.
Contact Us
Has your design hit a manufacturing bottleneck? Are you struggling with how to turn your innovative design into a reliable product?
QD Foundry invites you to take the first step. Send your 3D drawings or design concepts to QD’s engineering team. We will provide you with a professional, free manufacturability analysis report. This report will detail the following:
- Whether your design is suitable for investment casting.
- Potential optimization suggestions to improve manufacturability, reduce costs and enhance performance.
- A preliminary process plan and cost estimate.
FAQ
1. What is the minimum/maximum part size that investment casting can produce?
Investment casting is ideal for small and medium-sized precision parts. Its typical weight range is from a few grams to several dozen kilograms. At QD, we specialize in producing complex parts with weights between 0.1 kg and 50 kg. The smallest hole we can cast is up to φ0.8 mm, and the smallest wall thickness is up to 0.5 mm. For extremely larger or smaller sizes, we need to conduct a special assessment.
2. What level of surface finish can investment castings achieve? Is machining required?
The typical surface roughness (Ra) is 1.6-3.2 μm. This is sufficient for many non-mating surfaces or decorative surfaces. If a mirror finish or stricter fitting tolerance is needed, we can provide post-processing services such as polishing and grinding. Our goal is to achieve “near-net shape” to minimize the amount of machining for you as much as possible.
3. Is investment casting cost-effective for small-batch production (e.g., 100 pieces)?
It depends on the part complexity and material. For parts that are very complex and have extremely high machining costs, investment casting is often more economical even for 100 pieces. In particular, we can use 3D-printed investment pattern technology to avoid mold-making costs. This makes small-batch production feasible in terms of both cost and lead time. We recommend you provide the drawings, and we will conduct an accurate assessment for you.
4. What advantages does investment casting have compared to other precision casting methods (such as die casting)?
The main advantages are a wider range of material options and greater geometric freedom. Die casting is mainly suitable for non-ferrous alloys (such as zinc, aluminum, and magnesium alloys). Also, limited by mold structure, it is difficult to achieve very complex internal structures. Investment casting is suitable for almost all engineering alloys and can achieve truly 3D complex shapes.
5. What specific quality control measures does QD have?
QD has established a comprehensive quality management system, including: incoming inspection of raw materials, spectral analysis during melting, simulation optimization of the casting process, coordinate measuring machine (CMM) dimensional testing, X-ray non-destructive testing, and mechanical property testing. These measures ensure that each batch of products meets the specification requirements.
6. How long does it usually take to get the first batch of samples from receiving the drawings?
For the 3D-printed investment pattern route, the first batch of samples can usually be provided within 5-10 working days. For the traditional route that requires making wax pattern molds, the lead time for the first sample is about 3-5 weeks. The specific time depends on the complexity of the part, and we will formulate a detailed schedule for each project.