
In the industrial manufacturing field, stainless steel and investment casting are widely used materials and processes. However, there have long been many misunderstandings about them, both inside and outside the industry. These misunderstandings affect customers’ judgment of products and processes. They may even lead enterprises into mistakes during material selection, procurement and production.
QD has many years of professional casting experience. Today, we will explain and answer some common misunderstandings. This helps everyone avoid cognitive errors.
Misconception 1: “Stainless steel is steel that never rusts”
Fact: Stainless steel is not completely rust-proof. It may still corrode under specific conditions.
The reason why stainless steel “does not rust” is that the chromium on its surface forms a dense chromium oxide protective film. Once this film is damaged or the environment exceeds its tolerance range, corrosion may occur. Stainless steel may still corrode in the following situations:
| Corrosive Conditions | Common Scenarios | Ways to Prevent/Improve |
| Excessively high chloride ion concentration | Coastal environments, chemical wastewater treatment equipment, salt water cleaning in food processing | 1. Choose steel grades with stronger chlorine resistance (such as 316L) 2. Regularly rinse the surface with clean water to reduce chloride ion adhesion 3. Perform passivation treatment on the equipment surface to strengthen the oxide film |
| Insufficient oxygen supply | Stainless steel parts soaked at the bottom of sewage for a long time or in closed and humid dead corners | 1. Regularly inspect closed spaces and keep them ventilated and dry 2. Use coating for auxiliary protection when necessary |
| Damaged surface protective film | Scratched by sharp tools during installation, long-term contact with hard abrasives | 1. Protect the surface well during installation to avoid scratches by hard objects 2. For easily worn parts, choose surface wire drawing or spray wear-resistant coating |
| Intergranular corrosion in high-temperature environments | Stainless steel parts exposed to high temperatures of 450 – 850°C for a long time | 1. Choose low-carbon stainless steel to reduce the combination of carbon and chromium to form carbides 2. Perform solution treatment on parts used at high temperatures to restore the integrity of the oxide film |
Misconception 2: “Parts made by investment casting are all fragile”
Fact: The mechanical properties of investment cast parts depend on material selection and heat treatment processes, not the casting process itself.
Investment casting is a near-net shaping process. It can produce parts with complex structures, smooth surfaces and precise dimensions. With proper material selection and accurate heat treatment, the mechanical properties of these parts can reach or even be close to the level of forged parts.
Take QD Casting’s process as an example:
- High-precision wax pattern making: 3D printing or metal molds are used to make wax patterns. The dimensional error is controlled within ±0.1mm.
- Multi-layer high-temperature resistant shell: 3-5 layers are coated with quartz sand and silica sol. The refractoriness of the shell reaches over 1600℃. It can withstand the impact of high-temperature molten metal. This reduces internal defects of castings such as air holes and slag inclusions.
- Controllable pouring process: Pouring temperature and speed are set according to different materials. An intelligent temperature control system ensures uniform filling of molten metal. This avoids cold shuts and shrinkage holes.
- Customized heat treatment: QD is equipped with 6 industrial-grade heat treatment furnaces. It can provide solutions such as “solution treatment” and “quenching and tempering treatment” according to customer needs. After we performed quenching and tempering treatment on castings for a wind power project, their tensile strength reached over 800MPa, meeting heavy-load requirements.

Misconception 3: “Investment casting is only suitable for making small parts”
Fact: Investment casting can produce parts ranging from a few grams to hundreds of kilograms. Its applicable range is extremely wide.
Although investment casting is often used for small precision parts, it also supports the production of medium and large parts. QD has successfully produced many large investment castings weighing over 100 kilograms so far, covering products such as pump bodies, turbine housings and structural frames.
QD’s Typical Product Size Range:
- Micro-sized parts: We can produce medical equipment parts that weigh only 3-5 grams. The minimum wall thickness is 0.8mm. This meets the precision requirements in the medical field.
- Medium-sized parts: We regularly produce industrial parts weighing 20-50 kilograms. Examples include motor end caps for new energy vehicles and valve bodies for chemical equipment. Their dimensional accuracy is stable.
- Large-sized parts: We have the capability to produce large castings weighing 100 kilograms. For instance, we make custom hydraulic pump housings for construction machinery and flange joints for the marine industry. By using the process of segmented shell making + integral pouring, we ensure the forming quality of large parts.
We are equipped with wax injection machines of multiple specifications, large shell-making lines and hoisting capabilities. We can meet the production needs of parts of different sizes.
Misconception 4: “All investment casting factories are at roughly the same level”
Fact: Investment casting factories vary significantly in terms of equipment, processes and experience. These differences directly affect product quality and consistency.
An excellent investment casting factory should have the following capabilities:
- Source control: Strictly screen raw materials (such as wax, refractory sand, metal charge). Ensure stable composition.
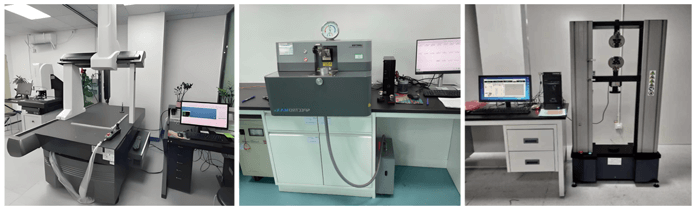
- Advanced equipment: Such as coordinate measuring machines, X-ray flaw detectors, spectral analyzers, etc.
- Process accumulation: Familiar with the casting characteristics of different materials (stainless steel, alloy steel, superalloy, etc.).
- Quality system: Certified to ISO9001, AS9100 and other standards. Each link has clear quality criteria.
- Engineering support: Can get involved in the design stage. Provide process optimization suggestions. Reduce costs and improve success rates.
QD’s investment in this area: We continuously introduce automated equipment, build a process database, and form a team of experienced engineers. We can provide customers with full-process solutions from drawings to finished products.
Misconception 5: “The cost of investment casting is ridiculously high”
Fact: For parts with complex structures and high requirements, the comprehensive cost of investment casting is often lower than that of machining + assembly.
Although the single-mold cost of investment casting is relatively high, its near-net shaping feature greatly reduces subsequent machining allowances and assembly processes. It has obvious advantages especially in projects involving complex structures and difficult-to-machine materials.
We can show the advantages of investment casting more intuitively through a comparison of cost components:
| Comparison Dimension | Investment Casting | Sand Casting + Machining | Pure Machining |
| Difficulty in Forming Complex Parts | One-time forming. Can directly cast complex inner cavities and hole systems | Need to make simple rough blanks first. Then dig inner cavities and drill holes through multiple machining operations | It takes a long time to form complex parts |
| Material Utilization Rate | Over 90% (near-net shaping) | 70%-80% (A lot of rough blank allowance. Large machining waste) | 50%-60% (High scrap rate for complex parts) |
| Subsequent Machining Workload | Only a small amount of finishing is needed | Requires multiple milling, drilling, and boring operations. Many processes | Multiple complex machining operations. Relies on high-precision equipment |
| Comprehensive Cost (Taking Complex Valve Bodies as an Example) | 100% (Benchmark) | 130%-150% (High processing fees + scrap costs) | 180%-220% (Material waste + long processing time) |
Summary
We hope that through the popular science in this article, we can help everyone view this technology and material from a more scientific and open perspective.
QD is a professional investment casting supplier. We have provided customized solutions for more than 20 industries, including new energy, medical care, and construction machinery. If you have questions about part selection or process optimization, please feel free to contact us. We will provide you with free technical consultation and program evaluation.
FAQ
1. Can stainless steel parts continue to be used after rusting?
Minor rust can be repaired through passivation treatment, and it does not affect performance.
If there is deep corrosion, it needs to be judged after inspection. QD can provide free corrosion evaluation service.
2. Can QD produce investment castings of non-stainless steel materials?
Yes. Besides stainless steel, we can also produce castings made of carbon steel, alloy steel, superalloy and other materials. This meets the strength and temperature resistance requirements of different industries.
3. How to judge whether the quality of investment castings is qualified?
It mainly depends on 3 points:
① Dimensional accuracy (a coordinate measuring report can be provided)
② Internal defects (tested by X-ray or ultrasonic flaw detection)
③ Mechanical properties (tensile and hardness test reports can be provided). QD provides inspection reports for each batch of products.
4. Can QD provide heat treatment and surface treatment?
Yes. We provide heat treatment including solution treatment, quenching and tempering. We also offer surface treatment services such as sandblasting, polishing and electroplating.
5. Does QD provide quality assurance for castings?
Yes. If castings are unqualified due to our process issues, we can rework or remake them for free. We also provide a 1-year quality tracking service.