
In the production process of stainless steel products, many people mistakenly believe that as long as the material is well-chosen, rust prevention will not be a problem. However, the corrosion resistance of stainless steel depends not only on its own alloy composition but also on a crucial post-treatment process:Passivation
What Is Passivation?
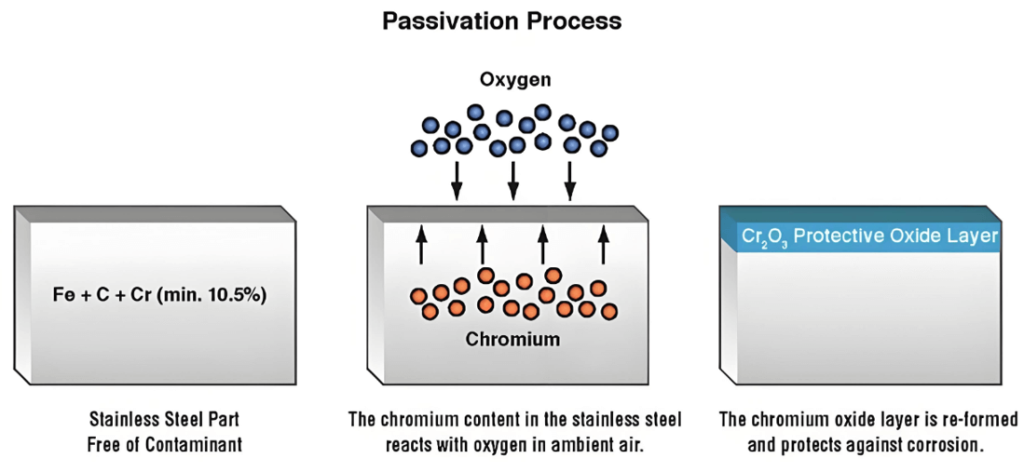
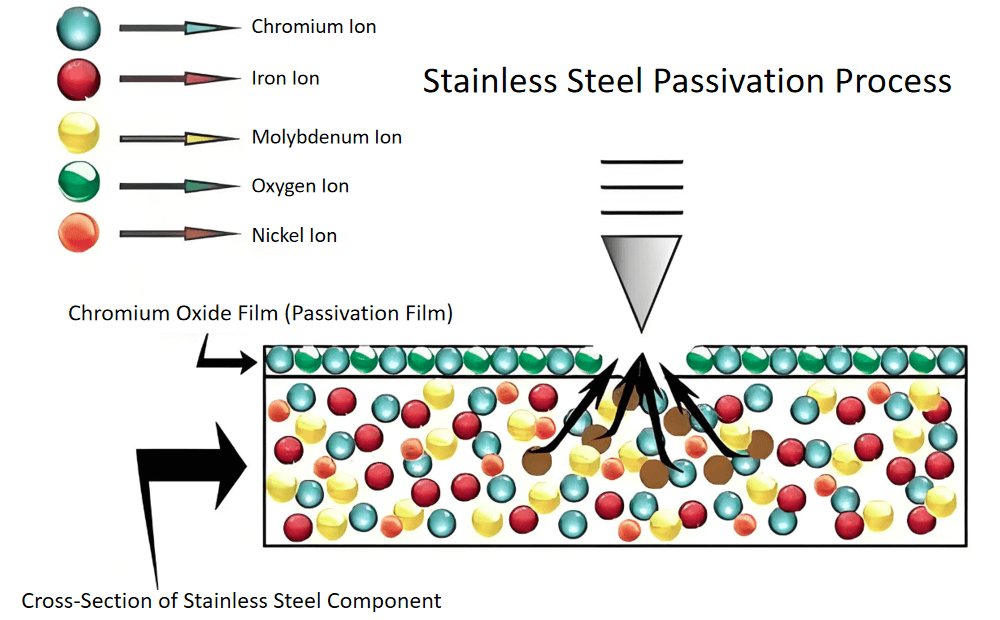
Passivation refers to the formation of an extremely thin, dense oxide film (Cr₂O₃) on the surface of stainless steel through chemical treatment. This film is called a “passivation film”. It can effectively isolate the metal substrate from corrosive media, thereby significantly improving the material’s corrosion resistance.
The basic principles of passivation include:
- Removing surface contaminants: especially iron particles, oxides, and other impurities.
- Promoting the formation of chromium oxide film: in an acidic environment, iron on the stainless steel surface is selectively dissolved, and chromium combines with oxygen to form a stable chromium oxide layer.
Passivation Process Steps
Passivation treatment is a systematic chemical process. Below is the standardized passivation process adopted by QD Factory:
Step 1: Degreasing
The purpose is to remove oil stains, dust, and other organic contaminants attached to stainless steel parts during machining or storage. If an oil film remains on the surface, it will prevent effective contact between the subsequent pickling/passivation solution and the metal substrate, leading to uneven film formation or failure.
We usually use alkaline or neutral cleaning agents for immersion or spray treatment for 5–10 minutes. For workpieces with complex structures or blind holes, ultrasonic cleaning is also used to ensure no cleaning dead ends.
Step 2: Pickling
The purpose is to remove oxides, weld spots, rust, and other contaminants from the stainless steel surface. These contaminants affect the appearance, damage the stainless steel’s inherent passive state, and are the origin of pitting corrosion.
Based on the different materials and contamination levels of castings, QD selects nitric acid, hydrofluoric acid, or mixed acid solutions for immersion treatment at room temperature to 50°C. The treatment time must be strictly controlled to prevent over-corrosion. After pickling, the workpiece surface should show a uniform silvery-white color.
Step 3: Passivation Treatment
Chemical methods are used to promote the formation of a chromium-rich oxide passivation film on the stainless steel surface. We mainly adopt the environmentally friendly citric acid passivation process, which is safer and easier for wastewater treatment compared with the traditional nitric acid method.
Immerse the castings in a passivation solution (usually nitric acid or environmentally friendly citric acid solution) and react under certain temperature and time conditions to promote the formation of a chromium-rich oxide film on the surface.
Step 4: Thorough Rinsing
Remove residual acid solution and metal ions from the workpiece surface to prevent contamination or localized corrosion after drying.
QD uses deionized water or purified water to thoroughly rinse the castings, eliminating residual acid solution and chemicals and preventing secondary contamination. For high-demand products (such as medical or food-grade components), we also add a neutralizing rinse step to further ensure surface cleanliness.
Step 5: Drying
Workpieces after rinsing must be thoroughly dried immediately. Any residual moisture may form water stains or become a cause of subsequent corrosion.
We use methods such as compressed air, ovens, or natural air-drying to thoroughly dry the workpieces, avoiding residual water marks.
| Step | Purpose | Common Reagents/Methods | Key Control Parameters |
| Degreasing | Remove oil stains and organic substances | Alkaline cleaning agents, ultrasonic assistance | Temperature, time, concentration |
| Acid washing | Remove oxides and embedded iron | HNO₃ – HF mixed acid or nitric acid | Temperature, time, acid concentration |
| Passivation | Form chromium oxide film | Citric acid or nitric acid solution | Temperature, time, pH value |
| Rinsing | Remove chemical residues | Deionized water, multi – stage countercurrent rinsing | Conductivity of water quality |
| Drying | Prevent water marks and secondary pollution | Compressed air + low – temperature drying | Air cleanliness, drying temperature |
Passivation Standards and Inspection
To ensure passivation effects meet industrial requirements, the ASTM A967 standard is widely adopted internationally as a basis. This standard specifies passivation methods, test methods, and acceptance criteria for stainless steel of different materials.
Common inspection methods include:
- Salt Spray Test: Place the sample in a salt spray environment, observe the time when rust appears, and evaluate its corrosion resistance.
- Ferroxyl Test: Drop potassium ferrocyanide solution on the surface. If blue spots appear, it indicates the presence of free iron and incomplete passivation.
QD strictly adheres to the ASTM A967 standard, ensuring every batch of products passes the above tests to guarantee the safety and durability of customer use.
Why Is Passivation Necessary?
Stainless steel parts without passivation are prone to pitting and rusting in corrosive environments such as moisture and chloride ions, which seriously affect the product’s appearance and service life.
Passivation treatment can:
- Restore and enhance the corrosion resistance of stainless steel;
- Extend the service life of parts;
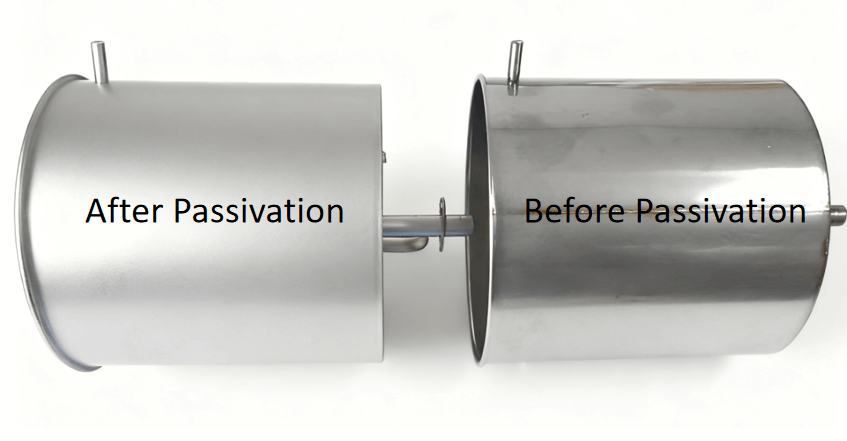
- Improve the product’s aesthetics and cleanliness;
- Meet the standards of high-demand industries such as medical devices, food machinery, and marine engineering.
Conclusion
From material selection to final delivery, QD strictly controls every process to ensure the passivation film is uniform, dense, and durable.
If you have more needs or questions regarding stainless steel passivation treatment, please feel free to contact the QD team.
FAQ
1. Do All Stainless Steels Need Passivation?
No, not all. However, passivation is recommended for most stainless steel parts that have undergone machining or welding to restore their corrosion resistance.
2. Does Passivation Change the Dimensions of Stainless Steel?
No. Passivation is a surface chemical treatment that barely changes the workpiece dimensions.
3. Which Is Better: Citric Acid Passivation or Nitric Acid Passivation?
Citric acid passivation is more environmentally friendly, and its effect meets ASTM standards. QD prioritizes the citric acid process.
4. Can Passivated Stainless Steel Come into Contact with Food?
Yes. Stainless steel that has undergone standard-compliant passivation can be used in fields such as food and medical devices.
5. How Long Does Passivation Last?
In a normal service environment, the passivation film remains effective for a long time. The specific service life depends on the service environment.
6. Does QD Provide Passivation Test Reports?
Yes. We provide complete passivation treatment reports and third-party test certificates to ensure transparency and credibility.