
Surface porosity is a frequent defects problem reported by many customers in stainless steel investment casting production. Porosity can affect the appearance of castings, reduce their strength, and even cause entire batches to be scrapped. How does this problem arise? And how can it be resolved? Leveraging years of technological expertise, QD has developed a comprehensive porosity prevention and control system. This article will provide a comprehensive analysis.
How Are Surface Porosities Generated?
The causes of surface porosity are complex, usually involving multiple aspects such as material properties, process parameters, and equipment status.
Material factors: alloy composition and gas content
Gas elements in stainless steel are the main internal factors that cause porosity. Different grades of stainless steel have different sensitivities to gases due to their different compositions:
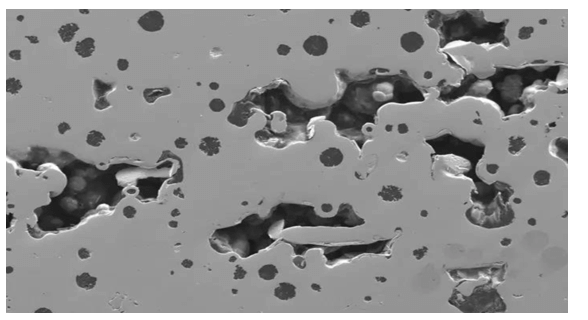
H: Hydrogen is introduced during the smelting process through the decomposition of water vapor or the combustion of oil. Hydrogen has a high solubility in liquid steel, but this drops sharply during solidification. Hydrogen precipitates and forms pores. These pores are typically circular or oval in shape, with smooth inner walls.
O: Oxygen easily forms oxide inclusions with elements such as aluminum, titanium, and silicon in alloys. These inclusions can become the nucleation sites for bubbles, promoting the formation of pores.
N: Although nitrogen can improve the strength of some stainless steels, excessive nitrogen content can increase the tendency toward porosity, especially in thick sections where cooling rates are slow.
In addition, surface rust, oil, and moisture on raw materials (such as return materials and scrap) can significantly increase the gas content in the melt. So, we recommend that customers strictly control the quality of raw materials and perform sufficient drying pretreatment before smelting.

Process: Analysis of the entire process from wax model to pouring
The generation of porosity is often not a problem in a single process. It is the result of the cumulative effect of multiple process links. The following is a detailed analysis of the main links:
| Process Step | Common Issues | Mechanism Leading to Porosity |
| Wax Pattern Making | Excessively high wax temperature, excessive injection pressure, poor exhaust | Gas gets trapped inside the wax pattern and cannot be completely discharged during dewaxing, remaining in the mold shell. |
| Mold Shell Making | Improper viscosity of surface coating, mismatched sand particle size, insufficient drying, incomplete roasting | Poor air permeability of the mold shell prevents the smooth discharge of gas in the cavity and residual wax volatiles during pouring. |
| Melting and Pouring | Incomplete degassing during melting, excessively high or low pouring temperature, improper control of pouring speed, unreasonable design of pouring system | Excessively high pouring temperature increases gas solubility, while excessively low temperature results in poor fluidity and easy gas entrapment. Poor design of the pouring system leads to turbulence and gas entrainment. |
| Solidification and Cooling | Too fast or uneven cooling rate | Gas has no time to float up to the riser or surface and is trapped inside the casting. |
Wax Pattern Preparation : Wax pattern quality is fundamental to investment casting. If the wax contains gas or the injection parameters are inappropriate, bubbles will form in the wax pattern. These bubbles can migrate into the shell during the subsequent shell formation and dewaxing processes, ultimately forming porosity in the casting. Therefore, we recommend using dedicated wax pretreatment equipment (such as a vacuum degassing device) and strictly controlling injection process parameters to ensure a dense and air-free wax pattern.
Mold Shell Preparation : The mold shell is constructed from multiple layers of coating and sanding material. If the topcoat is too dense, or if it is not dried or fired thoroughly, the remaining moisture and volatiles within the shell will rapidly vaporize at the high pouring temperatures, generating large amounts of gas. If the mold shell is not sufficiently permeable, these gases cannot be promptly expelled and will enter the molten metal, forming pores. We ensure excellent mold shell permeability and strength by optimizing the coating ratio, controlling the ambient humidity and temperature, and utilizing a step-by-step firing process.
Melting and pouring : These are the core steps in controlling porosity. Degassing is crucial in the stainless steel melting process. Common degassing methods include vacuum degassing and argon injection. The pouring temperature must be precisely set according to the casting structure and steel grade. Excessively high temperatures increase gas solubility, leading to high precipitation during solidification. Excessively low temperatures result in poor molten metal fluidity, which can easily lead to cold shuts and gas entrapment. The pouring system should be designed to ensure smooth filling of the molten metal, avoiding turbulence and gas entrapment. We possess advanced vacuum melting equipment and automatic pouring systems. These enable gas protection and precise parameter control throughout the entire melting and pouring process.
Systematic Solution: Controlling Porosity from the Source
QD has summarized a set of systematic solutions, covering multiple aspects such as materials, processes, equipment and management.
Optimize the smelting process and strengthen gas control
1. Raw material pretreatment : All raw materials entering the furnace must undergo shot blasting and drying to remove surface rust, oil, and moisture.
2. Advanced Melting Technologies :
- VIM: Melting is performed under vacuum. This effectively removes gases such as hydrogen and nitrogen.
- Argon Shielding and Injection: During non-vacuum melting, high-purity argon is introduced for shielding and stirring, promoting gas uptake and escape.
- AOD/VOD Refining: For products with extremely high requirements, AOD or VOD furnaces can be used for refining, achieving deep removal of gases and inclusions.
3. Melt quality testing : Before pouring, use a hydrogen meter, oxygen probe, etc. to quickly test the gas content in the melt. Only after ensuring that it meets the standards can pouring be carried out.
Improve mold quality and ensure good air permeability
1. Optimize mold shell materials : Choose refractory materials with good air permeability for the top layer, such as fused corundum or zircon sand. Use mullite sand or other materials for the back layer to enhance air permeability.
2. Strictly control the mold shell environment : Maintain a constant temperature and humidity in the mold shell workshop. Recommended temperatures are 23 ± 2°C and humidity is 50 ± 5%. Ensure adequate drying time after each coat of paint.
3. Scientific firing process : The shell must be thoroughly fired. The firing curve should ensure that moisture, residual wax, and volatiles in the shell are completely removed. A typical firing schedule is: room temperature → 300°C (slow heating to fully remove wax) → 300°C hold → 850-1050°C (hold for 2-4 hours to sinter and remove residue).
Precisely control the pouring and solidification processes
1. Precisely control pouring parameters : Utilize an automatic pouring machine to precisely control pouring temperature and speed. For complex, thin-walled parts, use higher pouring temperatures and faster pouring times. For thicker, larger parts, use lower pouring temperatures and incorporate quenching measures.
2. Reasonable gating and riser system design : Use simulation software to simulate the filling and solidification processes. Optimize the gating and riser system design to ensure smooth filling of the molten metal and achieve sequential solidification. Direct gas and shrinkage cavities into the riser.
3. Control the solidification environment : For important parts, vacuum casting can be used or protective gas can be introduced into the molding box to prevent secondary oxidation and air absorption.
Improve quality inspection and subsequent processing
1. Nondestructive Testing (NDT): 100% of critical areas are inspected using real-time X-ray imaging or UT testing. This allows for the timely detection of internal porosity.
2. Hot Isostatic Pressing : Detected microscopic internal pores can be closed through HIP, significantly improving casting density and fatigue performance.

FAQ
1. What is the difference between hydrogen pores and nitrogen pores in stainless steel castings? How can they be identified?
Hydrogen pores are typically round or oval in shape, with smooth, bright interior walls. Nitrogen pores sometimes have a visible nitride film on the interior walls, resulting in a slightly darker color. More accurate identification requires metallographic analysis and EDS. QD Casting’s laboratory possesses these analytical capabilities, enabling us to provide customers with accurate defect diagnosis.
2. Besides HIP, what other methods can be used to repair existing porosity in castings?
For surface porosity or accessible internal porosity, repair processes such as argon arc welding can be used. However, repair welding may introduce new stresses and structural changes, which require careful evaluation. For critical load-bearing parts, HIP is the preferred method. Prevention is far better than cure. We recommend controlling the problem at its source.
3. How can we effectively control the risk of porosity in R&D projects involving small batches and multiple products?
QD has established a rapid-response technical team and pilot production unit. Even for small batch orders, we conduct rigorous process feasibility analysis and employ high-standard standard operating procedures (SOPs) to control key processes. This ensures product quality during the R&D phase and reduces risk for our customers.
4. Will increasing the mold shell’s permeability reduce its strength and cause it to bulge?
This is a balancing act. By optimizing the coating mix, selecting the appropriate sand particle size distribution, and ensuring adequate drying and sintering, we can significantly improve the mold shell’s permeability while maintaining sufficient strength. With our extensive database of mold shell materials and process experience, we can help you find the optimal balance.
5. When selecting a stainless steel casting supplier, what other factors should you consider besides price?
We recommend focusing on the following:
1) Technical Equipment: Does the supplier possess key equipment such as vacuum melting and non-destructive testing?
2) Process System: Does the supplier have a mature, documented process control process and quality traceability system?
3) Case Study: Does the supplier have successful mass production experience with similar materials and structures?
4) Technical Team: Does the supplier have the ability to quickly respond to and resolve technical issues?
QD Casting demonstrates strong capabilities in all four areas. We welcome on-site inspections and audits.